Штамп для изготовления колюче-режущей ленты – патент России №91015

Патент России: №91015
Автор: Ткаченко Юрий Владимирович
Раздел МПК: B21F 25/00 – Колючая проволока, сетки, ограждения, ткани из проволоки
Опубликовано: 27.01.2010
Использование: в оснастке, предназначенной для производства колюче-режущих лент, колючей проволоки Егоза, применяемых в качестве барьеров безопасности и предназначенных для предотвращения неправомерного проникновения на режимные объекты. Сущность: штамп состоит из матрицы и пуансона, содержащего несколько пар пробивных элементов, размещенных по ширине штампа, каждый из которых состоит из двух последовательных овальных в сечении пальчиковых пробивных элементов для пробивания овальных отверстий в заготовке, и прямоугольных в сечении пробивных элементов для перерезания перемычек между смежными овальными отверстиями в заготовке. В штампе первыми расположены в два ряда по ширине штампа пары овальных в сечении пальчиковых пробивных элементов. За ними на расстоянии одного шага передвижения заготовки расположен первый ряд половины прямоугольных в сечении пробивных элементов для перерезания половины парных перемычек между смежными по длине заготовки овальными отверстиями. За ними на расстоянии еще полтора шага передвижения заготовки расположен в шахматном порядке относительно первого ряда второй ряд второй половины прямоугольных в сечении пробивных элементов для перерезания оставшихся перемычек. Технические преимущества: отсутствие чрезмерной деформации колюче-режущих лент под штампом; отсутствие дополнительной промежуточной операции выравнивания колюче-режущих лент; непрерывность технологии изготовления колюче-режущих лент; упрощение конструкции штампа.
Полезная модель относится к метизного производству, а точнее, к оснастке, предназначенной для производства колюче-режущих лент, колючей проволоки егоза, применяемых в качестве барьеров безопасности и предназначенных для предотвращения неправомерного проникновения на режимные объекты.
Для изготовления колюче-режущих лент чаще всего используют штампы. Заготовку, представляющую собой сплошную металлическую полосу, пошагово продвигают под штамп, фигурные пуансоны которого, просекают в полоске элементы, чаще овальные, с противоположно направленными зубцами. Такой способ изготовления колюче-резательной ленты является наиболее распространенным в мире.
Так, например, известен способ изготовления колюче-режущей ленты, заключающийся в том, что в заготовке в виде сплошной узкой металлической полосы, на некотором расстоянии от оси ее симметрии, с обеих сторон равномерно пробивают симметричные внешние открытые карманы, перемычки между которыми образуют большое количество противоположных пар элементов, каждый из которых состоит из основы и противоположно направленных зубцов, расположенных на внешних боках элемента, а остриями каждого из зубцов являются углы, образованные между внешней стороной и боковыми сторонами элемента. Для пробивания симметричных внешних открытых карманов используют штамп, который состоит из матрицы и пуансона, выполненного в виде пальчиковых пробивных инструментов овальной формы, которые расположены в штампе на одной линии, перпендикулярной направлению пошагового передвижения заготовки под штамп. Такой штамп обеспечивает изготовление колюче-режущей ленты за один полный цикл его срабатывания. [см. патент Украины №41834 по классу B21F 25/00 опубликованный 24.04.2001 года].
Основной недостаток известного штампа заключается в том, что он содержит всего лишь одну пару пробивных пуансонов. Следовательно, при его применении получают лишь одно изделие (одну колюче-режущую ленту), что не рационально. Ведь мощность привода штампа обычно позволяет изготавливать одновременно несколько колюче-режущих лент, но наличие лишь одной пары пуансонов позволяет изготовлять лишь одну ленту. Для того, чтобы возросла производительность известного штампа его нужно было бы оснастить большим количеством пар пуансонов и применять в качестве исходной заготовки широкую полосу, из которой можно одновременно изготовлялось бы несколько колюче-режущих лент.
С этой точки зрения, наиболее близким по своей сущности и достигаемому эффекту, принимаемым за прототип, является штамп для изготовления колюче-режущей ленты, который состоит из матрицы и пуансона, содержащего несколько пар пробивных элементов, каждый из которых состоит из двух овальных пальчиковых пробивных элементов для пробивания овальных отверстий в полосе, между которыми размещены прямоугольные пробивные элементы для перерезания перемычек между смежными овальными отверстиями в полосе, причем все пары пробивных элементов расположены в одной плоскости, перпендикулярной направлению пошагового перемещения заготовки под штамп. Такой штамп позволяет из одной сплошной широкой металлической полосы изготовлять одновременно несколько колюче-режущих лент путем одновременного пробивания парного количества овальных отверстий по ширине заготовки в несколько рядов по длине заготовки на некотором расстоянии от оси симметрии каждой будущей колюче-режущей ленты, и одновременного перерезания в шахматном порядке перемычек между краями смежных по длине овальных отверстий для образования большого количества противоположных пар режущих элементов ленты. Каждый из таких элементов состоит из основы и противоположно направленных зубцов, расположенных на внешних боках элемента, а остриями каждого из зубцов являются углы, образованные между внешней стороной и боковыми сторонами элемента, причем при перерезании перемычек образуется внешняя кромка элемента одной колюче-режущей ленты и одновременно автоматически образуется кромка центрального участка смежной колюче-режущей ленты [см. международную заявку № O00/01501 по классу В21F 25/00 опубликованную 13.01.2000 года].
Основным недостатком известного штампа является то, что операции пробивания значительного количества овальных отверстий и перерезания большого количества перемычек осуществляются одновременно в одной зоне по ширине заготовки. Это, с одной стороны, приводит к избыточной нагрузке на заготовку, которая от этого чрезмерно деформируется или, вообще, будет иметь локальные надрывы металла или полностью разорваться. Такое повреждение целостности колюче-режущей ленты – это недопустимый ее брак. Чрезмерная деформация уже готовых колюче-режущих лент нуждается во введении к технологический процесс обязательной операции их выравнивания в плоскости для последующей плотной намотки на бобины. С другой стороны, такой штамп имеет слишком сложную конструкцию, поскольку в нем между пуансонами для пробивания отверстий расположены пуансоны для перерезания перемычек, и все пары таких сложных пуансонов находятся близком расстояния один от другого в одной зоне по ширине штампа. Такой штамп изготовить достаточно сложно, из-за чего он автоматически становиться дорогостоящим технологическим оборудованием, что, в свою очередь, отражается в худшую сторону на себестоимости изделия (колюче-режущей ленты). Кроме того, случайный выгиб (пространственная деформация) нескольких колюче-режущих лент в зоне нахождения большого количества пуансонов, во время пробивания овальных отверстий и разрушения перемычек может привести к заклиниванию штампа из-за заталкивания в его матрицу деформированных колюче-режущих лент, или совсем вывести из строя штамп из-за поломки пуансонов.
В основу полезной модели поставлена задача упрощения конструкции штампа с одновременным снижением его стоимости и повышения технологичности одновременного изготовления нескольких колюче-режущих лент с одновременным снижением вероятности получения брака путем разделения в пространстве и времени операций пробивания овальных отверстий и перерезания перемычек между ними за счет изменения конструкции штампа, в частности, последовательным размещением в нем пуансонов для каждой технологической операции в разных зонах по длине штампа.
Решение поставленной задачи достигается тем, что штамп для изготовления колюче-режущей ленты, состоящий из матрицы и пуансона, содержащего несколько пар пробивных элементов, размещенных по ширине штампа, каждый из которых состоит из двух последовательных овальных в сечении пальчиковых пробивных элементов для пробивания овальных отверстий в заготовке, и прямоугольных в сечении пробивных элементов для перерезания перемычек между смежными овальными отверстиями в заготовке, согласно предложению, в штампе первыми расположены в два ряда по ширине штампа пары овальных в сечении пальчиковых пробивных элементов, за которыми на расстоянии одного шага передвижения заготовки расположен первый ряд половины прямоугольных в сечении пробивных элементов для перерезания половины парных перемычек между смежными по длине заготовки овальными отверстиями, за которыми на расстоянии еще полтора шага передвижения заготовки расположен в шахматном порядке относительно первого ряда второй ряд второй половины прямоугольных в сечении пробивных элементов для перерезания оставшихся перемычек.
Понятно, что размеры и овальность пробивных элементов может изменяться в зависимости от размеров колюче-режущей ленты и формы ее режущих элементов, расстояния между ними.
Предложенная конструкция пуансонов и матрицы штампа максимально упрощает их конструктивно и позволяет осуществлять изготовление колюче-режущей ленты последовательно в три этапа, на первом из которых происходит пробивание овальных парных отверстий по ширине заготовки в два ряда, на втором, после продвижения заготовки на один шаг, – перерезание половины парных перемычек между смежными овальными отверстиями по длине заготовки, на третьем, после продвижения заготовки еще на полтора шага, – перерезание парных оставшихся перемычек, по другой линии расположения (шахматный порядок) в заготовке.
Пошаговое превращение сплошной широкой заготовки в несколько колюче-режущих лент в разное время и в разных зонах ни сколько не увеличивает общее время изготовления изделия (колюче-режущая лента все равно полностью изготавливается за один цикл срабатывания штампа) и не увеличивает габаритов оборудования, однако позволяет устранить все недостатки, присущие прототипу, в частности, исключить возможность деформироваться или скручиваться колюче-режущим лентам непосредственно под штампом, то есть предотвратить нарушение непрерывности технологического процесса, отказаться от отдельной операции выравнивания колюче-режущих лент перед намоткой их на бобины, существенно упростить изготовление штампа, и именно так снизить его стоимость.
Дальнейшая сущность предложенного технического решения поясняется совместно с иллюстративным материалом, на котором изображены общий вид матрицы и пуансона штампа и процесс изготовления несколько колюче-режущих лент из одной широкой заготовки. Одинарными стрелками показанное направление передвижения заготовки вдоль рабочей зоны штампа, двойной – направление перемещения пуансона штампа. Римскими цифрами указанные этапы превращения сплошной заготовки на несколько колюче-режущих лент, а под римскими цифрами – изменение (трансформация) заготовки на соответствующих этапах.
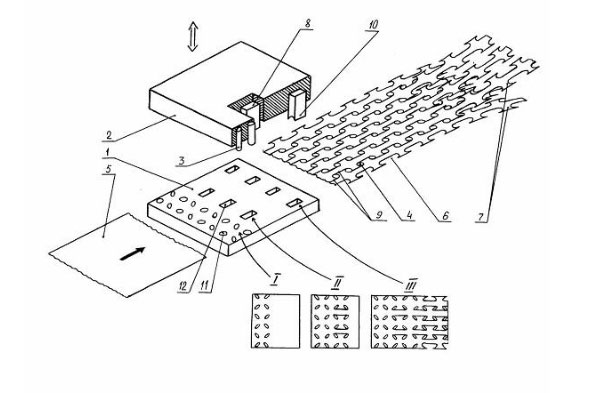
Предложенный штамп содержит матрицу 1 и пуансон 2. Пуансон 1 содержит несколько парных последовательно расположенных и разных по форме пробивных элементов. Первыми по очереди расположены поперек штампа в два ряда последовательно овальные в сечении пробивные элементы 3 для пробивания овальных отверстий 4 в заготовке 5. Расстояние между рядами овальных в сечении пробивных элементов 3 определяется размером карманов 6 колюче-режущей ленты 7. На расстоянии одного шага передвижения заготовки 5 за овальными в сечении пробивными элементами 3 расположена поперек штампа первая половина прямоугольных в сечении пробивных элементов 8 для перерезания половины парных перемычек 9 между смежными по длине заготовки 5 овальными отверстиями 4, за которыми на расстоянии еще полтора шага передвижения заготовки 5 расположена в шахматном порядке вторая половина прямоугольных в сечении пробивных элементов 10 для перерезания оставшихся перемычек 9 для окончательного разделения заготовки 5 на отдельные и конструктивно полностью сформированные колюче-режущие ленты 7. Нижние (рабочие) торцы пробивных элементов 3, 8 и 10 могут быть как плоскими, так и вогнутыми внутрь пуансонов – это значения не имеет, поскольку не вливает на технологию изготовления колюче-режущей ленты 7.
Если исходная заготовка 5 оказалась шире суммарной ширины нескольких колюче-режущих лент 7, ее либо обрезают по ширине до определенного размера, либо изготавливают из крайних участков колюче-режущие ленты с непарными элементами (как по прототипу). Для этого штамп может быть снабжен дополнительными отрезными пуансонами, которые не показаны в виду общеизвестности.
Предложенный штамп работает следующим образом.
Сплошную широкую заготовку 5 подают в зону работы штампа. Далее, на первом этапе пробивают овальные парные отверстия 4 по всей ширине заготовки 5 в два ряда. Для этого используются пальчиковые овальные в сечении пробивные элементы 3 самой простейшей конструкции. В матрице 1 штампа выполнены соответствующие овальные отверстия 11. После пробивания отверстий 4 заготовку 5 продвигают дальше в штамп на один шаг, который определяется длиной карманов 6 колюче-режущих лент 7. На втором этапе происходит перерезание половины парных перемычек 9 между смежными овальными отверстиями 4 по длине заготовки 5. Для этого используют обычные пальчиковые прямоугольные в сечении пробивные элементы 8 самой простой конструкции. В матрице 1 штампа выполнены соответствующие прямоугольные отверстия 12. При перерезании перемычек 9 на первой позиции снова происходит пробивание отверстий 4. После перерезания половины перемычек 9 заготовку 5 продвигают дальше в штамп еще на один такой же шаг. На третьем этапе происходит перерезание оставшихся парных перемычек 9, но по другой линии расположения (шахматный порядок) в заготовке 5 с помощью конструктивно таких же пальчиковых прямоугольных в сечении пробивных элементов 10. На этом этапе происходит окончательное разделение заготовки 5 на отдельные колюче-режущие ленты 7, которые, при последующем пошаговом продвижении заготовки 5, выходят из зоны работы штампа и наматываются на бобины (не показанные в виду общеизвестности). Одновременно с этим, на каждом этапе происходит повтор операций пробивания отверстий 4 и перерезания перемычек 9 пробивными элементами 8.
Таким образом, пошаговое изготовление нескольких колюче-режущих лент 7 с последовательным разделением заготовки 5 в пространстве позволяет снять нагрузку на заготовку 5, разнести пробивные элементы 3, 8 и 10 штампа по его длине и именно так, с одной стороны, упростить его конструкцию, с другой – снизить вероятность чрезмерной деформации колюче-режущих лент 7.
Существенное отличие заявляемого объекта от ранее известных, заключается в том, что пуансоны штампа для пробивания отверстий и перерезания перемычек разнесены в пространстве по его длине. Указанное отличие позволяет принципиально изменить технологию изготовления нескольких колюче-режущих лент из одной сплошной заготовки, в частности, исключить чрезмерную деформацию колюче-режущих лент под штампом, упростить изготовление последнего. Ни один из известных штампов для производства колюче-режущих лент не могут обладать отмеченными свойствами, поскольку обязательно все операции переработки заготовки выполняются в одном месте, или, вообще позволяют изготавливать лишь одну колюче-режущую ленту.
Предложенное техническое решение проверено на практике. Штамп не содержит никаких элементов, которые невозможно было бы воспроизвести на современном этапе развития науки и техники, в частности, производства колюче-режущих лент, следовательно, приемлем для промышленного применения, имеет определенные преимущества перед известными штампами из-за предложенных изменений воздействия пуансонами на заготовку, что подтверждает достижение технического результата заявляемым объектом, в известных источниках информации не обнаружено подобных штампов для производства колюче-режущих лент с отмеченными в предложении существенными признаками, а потому, считается таковым, что может получить правовую защиту.
К основным техническим преимуществам предложенного технического решения, в сравнении с прототипом, можно отнести следующее:
- отсутствие чрезмерной деформации колюче-режущих лент под штампом за счет того, что окончательное разделение заготовки на отдельные полосы происходит на выходе ее из штампа;
- нет необходимости в дополнительной промежуточной операции выравнивания колюче-режущих лент за счет отсутствия избыточной деформации последних;
- непрерывность технологии изготовления колюче-режущих лент из-за исключения вероятности попадания лент в отверстия матрицы штампа;
- упрощение конструкции штампа из-за разнесения в пространстве пуансонов и матриц.
Социальный эффект от использования предложенного штампа для изготовления колюче-режущих лент, в сравнении с использованием прототипа, получают за счет увеличения количества и надежности защиты режимных объектов как результата удешевления колюче-режущих лент из-за снижение стоимости штампа, что делает их доступными для приобретения кем-либо.
Экономический эффект от внедрения полезной модели, в сравнении с использованием известных технических решений, получают за счет снижения стоимости колюче-режущих лент и штампов для их изготовления.
После описания вышеупомянутого штампа для изготовления колюче-режущей ленты, специалистам в данной области знаний должно быть очевидным, что все вышеописанное является лишь иллюстративным, а не ограничительным, будучи представленным данным примером. Многочисленные возможные модификации и другие варианты реализации предложенного штампа, в частности, количество пуансонов, их конструкция, расстояние между ними, использование кромок заготовки или их обрезание и тому подобное, могут изменяться в различном соотношении, а также штамп может в целом изменяться конструктивно и, понятно, находятся в пределах объема одного из обычных и естественных подходов в данной области знаний и рассматриваются находящимися в пределах объема данного технического решения.
Квинтэссенцией предложенного технического решения является то, что, благодаря новому штампу, операции превращения сплошной широкой заготовки на отдельные колюче-режущие ленты осуществляются поэтапно в разное время и именно это обстоятельство позволяет приобрести предложению перечисленные и иные преимущества. Изменение и использование лишь отдельных элементов штампа для изготовления колюче-режущих лент, естественно, ограничивает спектр преимуществ, перечисленных выше, и не может считаться новыми техническими решениями в данной области знаний, поскольку иной, подобный описанному штампу уже не требует какого-либо творческого подхода от конструкторов и инженеров, а потому и не могут считаться результатами их творческой деятельности или новыми объектами интеллектуальной собственности, подлежащими защите охранительными документами.
Формула полезной модели
Штамп для изготовления колюче-режущей ленты, состоящий из матрицы и пуансона, содержащего несколько пар пробивных элементов, размещенных по ширине штампа, каждый из которых состоит из двух последовательных овальных в сечении пальчиковых пробивных элементов для пробивания овальных отверстий в заготовке, и прямоугольных в сечении пробивных элементов для перерезания перемычек между смежными овальными отверстиями в заготовке, отличающийся тем, что в штампе первыми расположены в два ряда по ширине штампа пары овальных в сечении пальчиковых пробивных элементов, за которыми на расстоянии одного шага передвижения заготовки расположен первый ряд половины прямоугольных в сечении пробивных элементов для перерезания половины парных перемычек между смежными по длине заготовки овальными отверстиями, за которыми на расстоянии еще полтора шага передвижения заготовки расположен в шахматном порядке относительно первого ряда второй ряд второй половины прямоугольных в сечении пробивных элементов для перерезания оставшихся перемычек.