Патент України: №89535
Автор: Ткаченко Юрій Володимирович
Розділ МПК: B21F 25/00 – Колючий дріт, сітки, огородження, тканини із дроту
Опубліковане: 25.4.2014, бюл. № 8
Спосіб виготовлення сітчастого полотна «Піранья» з колючо-ріжучої стрічки – патент України №89535

Спосіб виготовлення сітчастого полотна з колючо-ріжучої стрічки, при якому безперервну армовану колючо-ріжучу стрічку укладають на стенд, полягає у з'єднанні між собою суміжних паралельних ділянок у шаховому порядку механічним способом за допомогою металевих скоб. Колючо-ріжучу стрічку намотують на барабан майже без зазорів між витками, а паралельні сусідні витки з'єднують між собою у шаховому порядку поздовж бухти, кожного разу провертаючи барабан до положення, зручного для встановлення скоб робітником або автоматичними кліщами, а після завершення встановлення скоб, бухту розрізають у подовжньому напрямі, розпрямляють та розтягують у площинне полотно одразу або на місці монтажу полотна при зведенні загорожі.
Корисна модель належить до галузі будівництва, а саме до області виготовлення інженерних загороджень, які можуть бути використані в народному господарстві при зведенні механічних загороджень для захисту периметрів об'єктів від несанкціонованого доступу на їх територію фізичних осіб, техніки та тварин.
Відомий спосіб виготовлення сітчастого полотна з колючо-ріжучої стрічки, який полягає в попередньому виготовлення колючо-ріжучої стрічки за змотування її у бухти, розташуванні певної кількості бухт на барабани (кількість бухт колючо-ріжучої стрічки визначається розміром (висотою) майбутнього полотна), поданні колючо-ріжучих стрічок паралельним набором під штамп, який робить локальні вигини у стрічки на певній відстані один від іншого та визначає крок полотна, у які укладають поперечний набір з колючо-ріжучих стрічок (які також розмотуються з бухт), затискання поперечних стрічок другого набору у локальних вигинах стрічок першого набору, після чого ножицями відрізається готове полотно [див. пат. Росії № 2111921 з класу B21F27/12, опублікований 27.05.1998 року в Бюл. № 19].
Основним недоліком відомого способу є громіздкість обладнання для виготовлення полотна, та ненадійність з'єднання двох наборів стрічок між собою у місцях перетинів – стрічки просто затискаються одна між другою, що дозволяє їх роз'єднати без особливих зусиль, наприклад шляхом відтягування поперечної стрічки до її виходу з вигинів поздовжніх стрічок.
Цей недолік усунений у відомому способі виготовлення сітчастого полотна з колючо-ріжучої стрічки, який полягає в попередньому виготовленні прямолінійної армованої колючо-ріжучої стрічки, відрізанні з неї прямолінійних заготовок мірної довжини, викладанні першого набору паралельних заготовок, накладанні на нього під кутом другого набору паралельних заготовок, та зварюванні між собою в місцях перетинів заготовок з різних наборів точковим контактним зварюванням [див. пат. Франції № 2758485 з класу B21F25/00, опублікований 24.07.1998 року в Бюл. № 30].
Основним недоліком цього технічного рішення є висока трудомісткість та енергоємність процесу виготовлення полотна, що обумовлено застосуванням зварювального обладнання, а також необхідність попереднього виготовлення двох наборів прямолінійних відрізків стрічок з подальшим викладенням на стенді з певним кроком напівфабрикату полотна та зварюванням стрічок між собою в місцях перетинів.
Цей недолік усунений у відомому способі виготовлення сітчастого полотна з колючо-ріжучої стрічки, який полягає в попередньому виготовленні прямолінійних мірних відрізків армованої колючо-ріжучої стрічки, викладанні набору паралельних заготовок та з'єднанні між собою суміжних заготовок у шаховому порядку механічним способом за допомогою скоб [див. пат. України № 80487 з класів Е04Н 17/04, B21F27/00, опублікований 27.05.2013 року в Бюл. № 10].
Основним недоліком цього відомого технічного рішення є також низька продуктивність способу через необхідність у попередньому виготовленні набору прямолінійних відрізків армованих колючо-ріжучих стрічок та їх викладанні на стенді з певним кроком. Найбільш близький за своєю суттю та ефектом, що досягається, і який приймається за прототип, є спосіб виготовлення сітчастого полотна з колючо-ріжучої стрічки, при якому безперервну армовану колючо-ріжучу стрічку укладають зигзагом на стенд, який являє собою раму з штирями, які огинає стрічка при зміні напряму зигзагу, та з'єднанні між собою суміжних паралельних ділянок у шаховому порядку механічним способом за допомогою металевих скоб, після чого готове полотно змотують у рулон для зручності транспортування [див. пат. Росії № 64541 з класу B21F27/12, Е04Н17/04 опубліковане 10.07.2007 року в Бюл. № 19].
Основним суттєвим недоліком відомого технічного рішення є низька продуктивність способу, що обумовлено необхідністю попереднього викладання зигзагом колючо-ріжучої стрічки на стенді. Цей процес відбувається ручним способом, оскільки проектування приладу є економічно невиправданим, оскільки стенд має площинну конструкцію.
Другим суттєвим недоліком відомого способу є те, що за його допомогою можна виготовляти полотно тільки одного розміру, який визначається розмірами стенда. Тобто відомий спосіб не універсальний.
Третім суттєвим недоліком відомого способу є те, що за його допомогою можна виготовляти полотно тільки невеликого розміру, який визначається можливістю робітника дотягнутися до центру полотна під час встановлення ним скоб.
В основу корисної моделі поставлена задача спрощення технології виготовлення сітчастого полотна з колючо-ріжучої стрічки з одночасним підвищенням його функціонально-технічних можливостей за рахунок можливості отримання полотна будь-якої довжини шляхом зміни принципу укладання безперервної колючо-ріжучої стрічки.
Поставлена задача вирішується тим, що у способі виготовлення сітчастого полотна з колючо-ріжучої стрічки, при якому безперервну армовану колючо-ріжучу стрічку укладають на стенд, який полягає у з'єднанні між собою суміжних паралельних ділянок у шаховому порядку механічним способом за допомогою металевих скоб, згідно з корисною моделлю, колючо-ріжучу стрічку намотують на барабан майже без зазорів між витками, а паралельні сусідні витки з'єднують між собою у шаховому порядку поздовж бухти, кожного разу провертаючи барабан до положення, зручного для встановлення скоб робітником або автоматичними кліщами, а після завершення встановлення скоб, бухту розрізають у подовжньому напрямі, розпрямляють та розтягують у площинне полотно одразу або на місці монтажу полотна при зведенні загорожі.
Завдяки тому, що безперервна колючо-ріжуча стрічка намотується на барабан одночасно з процесом її виготовлення, повністю зникають операції її попереднього підготування
(виготовлення відрізків, викладання на стенд одним чи двома наборами), а отже запропонований спосіб гранично спрощує процес виготовлення полотна, та саме так забезпечує максимальну продуктивність.
Завдяки намотуванню безперервної стрічки на барабан, можна виготовляти полотно будьяких розмірів за довжиною. Таким чином, стенд у вигляді барабана робить спосіб 15 універсальним, оскільки не має обмежень щодо довжини отриманого полотна.
Завдяки тому, що під час з'єднання витків скобами барабан провертається та саме так повертає бухту до робітника, останнього зручно, не переходячи з одного місця на інше, виконувати з'єднання витків скобами, а отже, забезпечується максимальна продуктивність і безпечність праці.
Отже, уся сукупність суттєвих ознак запропонованого технічного рішення, отриманих завдяки внесенню технологічних вдосконалень у спосіб виготовлення полотна з колючо-ріжучої стрічки забезпечує досягнення певного технічного результату, сформульованого у постановці задачі.
Подальша суть запропонованої технічного рішення пояснюється спільно з ілюстративним матеріалом, на якому зображено наступне:
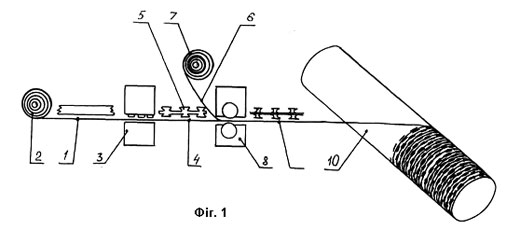
- Фіг. 1 – стенд для виготовлення сітчастого полотна з колючо-ріжучої стрічки, вигляд з боку;
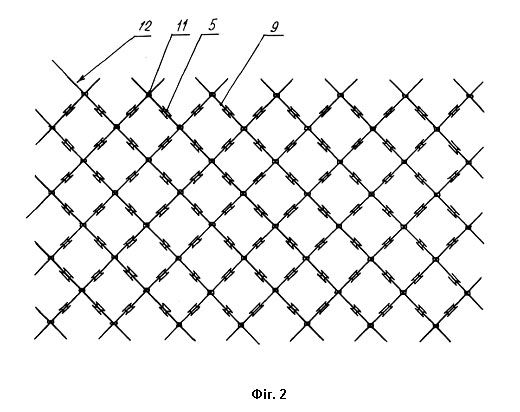
- Фіг. 2 – вигляд сітчастого полотна з колючо-ріжучої стрічки, отриманого запропонованим способом.
Запропонований спосіб виготовлення полотна з колючо-ріжучої стрічки полягає у наступному. Суцільну металеву стрічку 1 з бухти 2 подають у штамп 3, де з неї формується колюча стрічка 4 з вражаючими елементами 5. Металевий дріт 6 подають з бухти 7 разом к колючою стрічкою 4 подають у пристрій 8 (наприклад валковий прес), де колюча стрічка 4 армується металевим дротом 6. Отримана таким чином колючо-ріжуча стрічка 9 намотується на обертовий барабан 10. Після намотування на барабан 10 потрібної довжини колючо-ріжучої стрічки 9, технологічне обладнання зупиняють і робітник (або відповідний пристрій, наприклад маніпулятор) за допомогою кліщів (або іншого інструменту) з'єднує паралельні сусідні витки колючо-ріжучої стрічки 9 скобами 11 між собою у шаховому порядку поздовж бухти, кожного разу провертаючи барабан 9 до положення, зручного для встановлення скоб 11 робітником або автоматичними кліщами. Після завершення встановлення скоб 11, бухту розрізають у подовжньому напрямі та розпрямляють у площину. Далі розтягують витки з отриманням полотна 12. Це можна зробити одразу або на місці монтажу полотна 12 при зведенні загорожі.
Запропоноване технічне рішення перевірене на практиці. Запропонований спосіб виготовлення сітчастого полотна з колючо-ріжучої стрічки не містить у своєму складі жодної технологічної операції чи технологічного обладнання, які неможливо було б відтворити на сучасному етапі розвитку науки і техніки, зокрема у галузі виготовлення загорож, а отже є придатним для промислового застосування, має технічні та інші переваги перед відомими аналогами, що підтверджує можливість досягнення технічного результату об'єктом, що заявляється. У відомих джерелах патентної та іншої науково-технічної інформації не виявлено подібних способів виготовлення полотен з колючого дроту чи стрічок, із вказаною в пропозиції сукупністю суттєвих ознак, тому запропоноване технічне рішення відповідає критерію "новизна".
Суттєва відмінність запропонованого способу виготовлення сітчастого полотна з колючоріжучої стрічки полягає в тому, що заготівка формується безперервно і не має проміжних технологічних операцій. Вказані відмінності, у сукупності, забезпечують безупинне отримання полотна, максимальну продуктивність, зручність, безпечність для працівників та отримувати полотна будь-яких розмірів за довжиною. Жодний з відомих способів виробництва полотен з колючих дротів чи стрічок не може одночасно мати всі перераховані властивості, оскільки не передбачає у своєму складі всієї сукупності заявлених у пропозиції суттєвих ознак.
До технічних переваг запропонованого технічного рішення, у порівнянні з прототипом, можна віднести наступне:
- підвищення продуктивності способу за рахунок відсутності проміжних операцій по виготовленню окремих деталей майбутнього полотна, а також за рахунок того, що як заготовка використовується безперервна колючо-ріжуча стрічка, яка намотується на барабан;
- спрощення технології та зниження трудомісткості виготовлення полотна з цієї ж причини;
- універсальність за рахунок того, що, завдяки використанню як стенда обертового барабана, можна виготовляти полотно будь-якої довжини;
- безпечність та зручність постановки скоб за рахунок можливості повертання полотна в робочу зону за допомогою барабана;
- можливість повністю автоматизувати процес виготовлення полотна за рахунок використання кліщів для постановки скоб з однієї технологічної позиції.
Економічний ефект від впровадження запропонованого технічного рішення, у порівнянні з використанням прототипу, отримують за рахунок зниження вартості виготовлення полотна з колючо-ріжучої стрічки внаслідок зменшення технологічних проміжних операцій.
Соціально-споживчий ефект від впровадження запропонованого технічного рішення, у порівнянні з використанням прототипу, отримують за рахунок підвищення безпечності та зниження трудомісткості виготовлення полотна з колючо-ріжучої стрічки.
Після опису запропонованого способу виготовлення сітчастого полотна з колючо-ріжучої стрічки фахівцям у даній галузі знань повинно бути наочним, що все вищеописане є лише ілюстративним, а не обмежувальним, будучи представленим даним прикладом. Численні можливі варіанти реалізації вказаного способу, зокрема кількість та частота скоб, розміри барабана, конструкція стрічки, можуть змінюватися залежно від технологічних особливостей виробництва, виду та розмірів готової продукції та, зрозуміло, знаходяться в межах одного із звичайних і природних підходів в даній області знань і розглядаються такими, що знаходяться в межах об'єму запропонованого технічного рішення.
Квінтесенцією запропонованого технічного рішення є те, що заготовка у вигляді безперервної колючо-ріжучої стрічки, намотується на барабан, на якому ж і проставляють скоби формуюче полотно, і саме ці обставини, у сукупності, дозволяють надбати запропонованому способу вищеперераховані й інші переваги. Використання окремих технологічних операцій, конструктивних елементів чи вузлів обладнання із всієї сукупності заявлених, природно, обмежує спектр переваг, перерахованих вище, і не може вважатися новими технічними рішеннями в даній області знань, оскільки інші способи, подібні описаному, вже не вимагатимуть будь-якого творчого підходу від конструкторів та інженерів, і не можуть вважатися результатами їх творчої діяльності або новими об'єктами інтелектуальної власності, відповідними законодавчо до захисту охоронними документами.
Формула корисної моделі
Спосіб виготовлення сітчастого полотна з колючо-ріжучої стрічки, при якому безперервну армовану колючо-ріжучу стрічку укладають на стенд, який полягає у з'єднанні між собою суміжних паралельних ділянок у шаховому порядку механічним способом за допомогою металевих скоб, який відрізняється тим, що колючо-ріжучу стрічку намотують на барабан майже без зазорів між витками, а паралельні сусідні витки з'єднують між собою у шаховому порядку поздовж бухти, кожного разу провертаючи барабан до положення, зручного для встановлення скоб робітником або автоматичними кліщами, а після завершення встановлення скоб, бухту розрізають у подовжньому напрямі, розпрямляють та розтягують у площинне полотно одразу або на місці монтажу полотна при зведенні загорожі.