Патент України: №95130
Автор: Ткаченко Юрій Володимирович
Розділ МПК: B21F 25/00 – Колючий дріт, сітки, огородження, тканини із дроту
Опубліковане: 11.07.2011, бюл. №13/2011
Спосіб та штамп для виготовлення колючо-ріжучої стрічки – патент Казахстану №22995

Використання: для виготовлення колючо-ріжучої стрічки, яка використовується для виробництва різних видів армованої колючої стрічки, зокрема колючого дроту Єгоза й інших типів колючого дроту, який застосовується як основний захисний елемент у бар'єрах безпеки й захисних загородженнях призначених для запобігання неправомірного проникнення на режимні об'єкти.
Сутність: технологія виготовлення колючо-ріжучої стрічки, яка полягає в тому, що із суцільної широкої металевої смуги виготовляють одночасно декілька колючо-ріжучих стрічок шляхом пробивання парної кількості овальних отворів по ширині заготовки на деякій відстані від осі симетрії кожної майбутньої колючо-ріжучої стрічки, і прорізання в шаховому порядку перемичок між краями суміжних по довжині овальних отворів для утвору великої кількості протилежних пар ріжучих елементів.
Пробивання овальних отворів і прорізання перемичок між ними здійснюють послідовно в три етапи. На першому етапі відбувається пробивання овальних парних отворів по ширині заготовки у два ряди. На другому, після просування заготовки на один крок, відбувається прорізання половини парних перемичок між суміжними по довжині стрічки овальними отворами. На третьому етапі, після просування заготовки ще на півтора кроку, проводиться прорізання парних перемичок, що залишилися, по іншій лінії розташування (шаховий порядок) у заготовці. Штамп для виготовлення колючо-ріжучої стрічки, складається з матриці й пуансона, який містить декілька пар пробивних елементів, кожен з яких складається із двох овальних у перерізі пальчикових пробивних елементів для пробивання овальних отворів у заготовці, і прямокутні в перерізі пробивні елементи для прорізання перемичок між загальними овальними отворами в смузі. У штампі першими розташовані у два ряди пари овальних пальчикових пробивних елементів, за якими на відстані одного кроку пересування заготовки розташований перший ряд половини прямокутних у перерізі пробивних елементів який використовується для прорізання половини парних перемичок між загальними по довжині заготовки овальними отворами, за якими на відстані ще в півтора кроку пересування заготовки розташований у шаховому порядку щодо першого ряду другий ряд другої половини прямокутних у перерізі пробивних елементів для прорізання перемичок, що залишилися, у заготовці.
Технічні переваги:
- відсутність деформації колючо-ріжучих стрічок;
- немає додаткової проміжної операції вирівнювання останніх;
- безперервність технології виготовлення;
- спрощення конструкції штампу.
Винахід відноситься до виробництва металевих виробів, а саме, до оснащення та технологій, застосовуваним при виробництві колючо-ріжучих стрічок, які застосовуються як основний вражаючий елемент у колючому дроті Єгоза та ряді інших видів армованої колючої стрічки використовуваних у якості бар'єрів безпеки й призначених для запобігання неправомірного проникнення на режимні об'єкти.
Колючі стрічки звичайно виготовляються методом холодного штампування. При традиційному методі виготовлення, суцільну металеву смугу заготовки, покроково просувають під штамп, фігурні пуансони якого, вирізують у смузі овальні елементи із протилежно спрямованими зубцями. Такий спосіб виготовлення колючої стрічки є найпоширенішим у світі.
Широко, відомий спосіб виготовлення колючої стрічки, який полягає в тому, що в заготовці з металевої оцинкованої стрічки, по обидва боки рівномірно пробивають симетричні зовнішні відкриті вилучення, перемички між якими утворюють велику кількість протилежних пар елементів, кожен з яких складається з основи й зубців, вістря яких спрямовані протилежно друг від друга. Ріжуча крайка колючої стрічки, розташована на зовнішніх боках елементу, а вістрями кожного із зубців є кути, утворені між зовнішньою стороною й бічними сторонами елементу. Для пробивання симетричних зовнішніх відкритих вилучень використовують штамп, який складається з матриці й пуансона й містить пальчикові пробивні інструменти овальної форми, розташовані в пуансоні по одній лінії, перпендикулярної напрямку покрокового пересування заготовки під штамп. Такий штамп забезпечує виготовлення колючої стрічки за один повний цикл його спрацьовування [див. Патент України № 41834 по класу B21F 25/00 опублікований 24.04.2001 року].
Основний недолік вищевказаного способу виготовлення колючої стрічки полягає в тому, що при його застосуванні одержують лише одну колючо-ріжучу стрічку, що не раціонально, оскільки потужність штампу звичайно дозволяє виготовляти кілька колючих стрічок одночасно. Перешкоджає цьому первісна заготовка, яка являє собою вузьку металеву стрічку, яка по своїй ширині дозволяє виготовляти лише одну смугу колючої стрічки. Для того щоб зросла ефективність відомого способу потрібно застосовувати в якості первісної заготовки широку металеву смугу, з якої можна було б одночасно виготовляти кілька колючих стрічок.
Основний недолік відомого штампу полягає в тому, що він містить усього лише одну пару пробивних пуансонів, тобто, пристосовано для виготовлення однієї колючої стрічки, що, як ми вже відзначали, не раціонально. Для значного підвищення продуктивності відомого штампу, його потрібно було б оснастити більшою кількістю пар пуансонів у поперечному напрямку.
Із цього погляду найбільш близької по своїй сутності ефекту, що й досягається, яку й ухвалюємо за прототип, є технологія виготовлення колючої стрічки, яка полягає в тому, що із суцільної широкої металевої смуги виготовляють одночасно кілька колючих стрічок. Це відбувається шляхом одночасного пробивання парної кількості овальних отворів по ширині заготовки й у кілька рядів по довжині заготовки на деякій відстані від осі симетрії кожної майбутньої колючої стрічки. Одночасного прорізання в шаховому порядку перемичок між краями суміжних по довжині овальних отворів для утвору великої кількості протилежних пар колючо-ріжучих елементів. Кожен із цих елементів складається з основи та протилежно спрямованих зубців, розташованих на зовнішніх боках елементу. Вістрями кожного із зубців є кути, які утворені між зовнішньою стороною й бічними сторонами елементу, причому при прорізанні перемичок утворюється зовнішня крайка елементу однієї колючо-ріжучої стрічки й одночасно утворюється крайка центральної ділянки суміжної колючої стрічки. Для реалізації зазначеної технології використовується штамп, який складається з матриці й пуансона, що містить декілька пар пробивних елементів. Кожен з них складається із двох овальних пальчикових пробивних елементів для пробивання овальних отворів у смузі, між якими розташовані прямокутні пробивні елементи для прорізання перемичок між суміжними овальними отворами в металевій смузі, причому всі пари пробивних елементів розташовані в одній площині, перпендикулярної напрямку покрокового пересування заготовки під штамп. Такий штамп дозволяє з однієї суцільної широкої металевої смуги виготовляти одночасно кілька колючих стрічок шляхом одночасного пробивання парної кількості овальних отворів по ширині заготовки й у кілька рядів по довжині заготовки на деякій відстані від осі симетрії кожної майбутньої колючої стрічки. А також одночасного прорізання в шаховому порядку перемичок між краями суміжних по довжині овальних отворів для утвору великої кількості протилежних пар ріжучих елементів стрічки. Цей штамп найбільш близький по своїй сутності ефекту, що й досягається, а тому ухвалюється за прототип [див. Міжнародну заявку № WO00/01501 по класу B21F 25/00 опубліковану в 13.01.2000 року].
Основним недоліком відомої технології виготовлення колючої стрічки є те, що операції пробивання значної кількості овальних отворів і прорізання великої кількості перемичок здійснюються одночасно в одному місці по всій ширині заготовки. Це приводить до надлишкового навантаження на заготовку, через якої вона надмірно деформується або взагалі може мати локальні або повні розриви металу. В обох випадках – таке ушкодження цілісності колючої стрічки неприпустимо. У зв'язку із цим доводиться уводити в технологію обов'язкову операцію вирівнювання колючих стрічок у площині для наступного щільного намотування їх на бобіни.
Основним недоліком відомого штампу є його дуже складна конструкція, оскільки в ньому між пуансонами для пробивання отворів розташовані пуансони для прорізання перемичок, і все пари таких складних пуансонів перебувають без яких-небудь зазорів один від одного на одній лінії по всій ширині штампу. Такий штамп зробити досить складно, через це він автоматично стає дорогим технологічним устаткуванням, що, у свою чергу, відбивається в гіршу сторону на собівартості колючої стрічки. Крім того, випадковий вигин декількох колючих стрічок у зоні знаходження великої кількості пуансонів, під час пробивання овальних отворів і руйнування перемичок може привести до заклинювання штампу або повного виходу його з ладу.
В основу винаходу поставлене завдання підвищення технологічності одночасного виготовлення декількох колючих стрічок і спрощення конструкції штампу з одночасним зниженням його вартості. А також значного зменшення ймовірності одержання браку з одночасним зниженням собівартості виробів. Досягається це шляхом поділу в просторі й часу операцій пробивання овальних отворів і прорізання перемичок між ними за рахунок зміни конструкції штампу, зокрема, послідовним розміщенням у ньому робочих елементів – пуансонів для кожної технологічної операції в різних площинах по довжині штампу.
Рішення поставленого завдання досягається тим, що технологія виготовлення колючої стрічки, яка полягає в тому, що із суцільної широкої металевої смуги виготовляють одночасно кілька колючих стрічок шляхом пробивання парної кількості овальних отворів по ширині заготовки на деякій відстані від осі симетрії кожної майбутньої колючої стрічки. А також прорізання в шаховому порядку перемичок між краями суміжних по довжині овальних отворів для утвору великої кількості протилежних пар елементів. Кожен із цих елементів складається з основи й протилежно спрямованих зубців, розташованих зовнішніх боках елементу, а вістрями кожного із зубців є кути, утворені між зовнішньою стороною й бічними сторонами елементу. Причому при прорізанні перемичок утворюється зовнішня крайка елементу однієї колючої стрічки й одночасно крайка центральної ділянки суміжної колючої стрічки. Згідно із пропозицією, пробивання овальних отворів і прорізання перемичок між ними здійснюють послідовно в три етапи, на першому з яких відбувається пробивання овальних парних отворів по ширині заготовки у два ряди. На другому, після просування заготовки на один крок – прорізання половини парних перемичок між суміжними по довжині стрічки овальними отворами. На третьому, після просування заготовки ще на півтора кроку – прорізання парних перемичок, що залишилися, по іншій лінії розташування в заготовці.
Рішення поставленого завдання досягається також і тим, що штамп для виготовлення колючої стрічки полягає з матриці, і пуансона втримуючого кілька пар пробивних елементів. Кожен з них складається із двох овальних у перерізі пальчикових пробивних елементів для пробивання овальних отворів у заготовці, і прямокутні в перерізі пробивні елементи для прорізання перемичок між загальними овальними отворами в смужці. Згідно із пропозицією, у штампі першими розташовані у два ряди пари овальних у перерізі пальчикових пробивних елементів. За ними на відстані одного кроку пересування заготовки розташований перший ряд половини прямокутних у перерізі пробивних елементів для прорізання половини парних перемичок між загальними по довжині заготовки овальними отворами. За ними на відстані ще півтора кроку пересування заготовки, розташовані в шаховому порядку щодо першого ряду другий ряд другої половини прямокутних у перерізі пробивних елементів для прорізання перемичок, що залишилися, у заготовці. Покрокове перетворення суцільної широкої металевої смуги в кілька колючих стрічок відбувається в різний час і в різних зонах, що анітрошки не збільшує загальний час виготовлення виробу. Оскільки колюча стрічка повністю виготовляється за один цикл спрацьовування штампу. Також не збільшуються габарити встаткування. Однак ця технологія дозволяє усунути всі недоліки, властиві прототипу, відмовитися від окремої операції вирівнювання колючих стрічок перед намотуванням їх на бобіни.
Запропоноване розташування в пуансоні робочих пробивних інструментів і відповідних отворів у матриці штампу максимально спрощує його конструктивно, виключає можливість надмірного деформування або скручування колючих стрічок безпосередньо під штампом. Тобто ця технологія запобігає порушенню безперервності технологічного процесу й дозволяє уникнути підстав для поламки пуансона. Істотне спрощення конструкції штампу дозволяє знизити його вартість, отже, і собівартість колючої стрічки, одержуваної з його допомогою. Зрозуміло, що в штампі розміри, овальність пробивних елементів (пуансонів) може змінюватися залежно від розмірів колючої стрічки й форми її ріжучих елементів, відстані між ними і т.д.
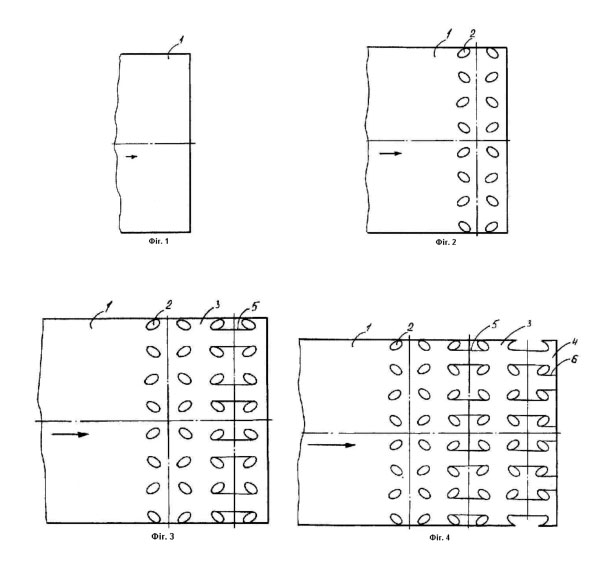
Подальша суть запропонованого технічного рішення пояснюється разом з ілюстративним матеріалом, на якому зображена послідовність технологічного процесу виготовлення декількох колючих стрічок з однієї суцільної широкої металевої стрічки, а саме:
- фіг. 1 – подача суцільної широкої смуги (заготовки) у робочу зону штампу;
- фіг. 2 – перший етап – пробивання овальних парних отворів по ширині заготовки у два ряди;
- фіг.3 – другий етап – прорізання половини парних перемичок між загальними овальними отворами по довжині заготовки;
- фіг. 4 – третій етап – прорізання, що залишилися парних перемичок іншої лінії розташування (шаховий порядок) у заготовці (остаточний поділ заготовки на окремі колючі стрічки);
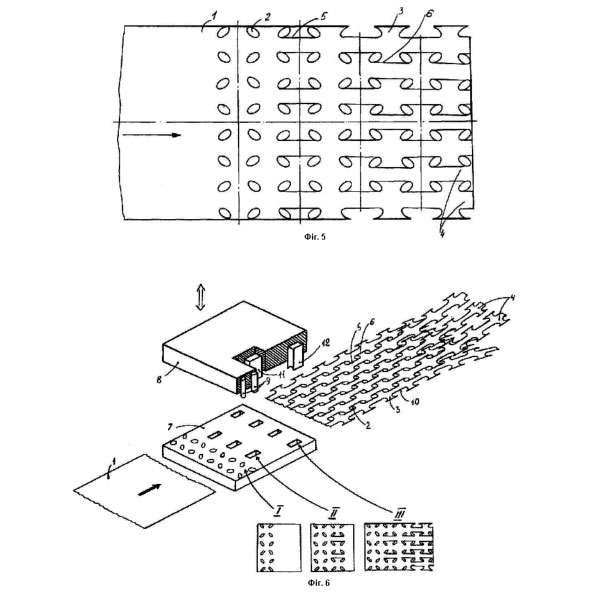
- фіг. 5 – вихід декількох готових колючих стрічок із зони роботи штампу;
- фіг. 6 – загальний вид матриці й пуансона запропонованого штампу в процесі виготовлення декількох колючо-ріжучих стрічок з однієї широкої заготовки. Одинарними стрілками показаний напрямок пересування заготовки вздовж робочої зони штампу, подвійний – напрямок переміщення пуансона штампу. Римськими цифрами на фіг. 6 зазначені етапи перетворення суцільної заготовки в кілька колючих стрічок, а під римськими цифрами – зміна заготовки на відповідних етапах.
Запропонований спосіб одночасного виготовлення безлічі колючих стрічок полягає в наступному. Суцільну широку смугу – заготовку 1 – подають у робочу зону штампу. На першому етапі в заготовці 1 пробивають овальні парні отвори 2 за всією шириною заготовки 1 у два ряди. Після пробивання зазначених овальних отворів 2 заготовку 1 просувають далі в штамп на один крок, який рівняється ширині елементів 3 колючих стрічок 4. На другому етапі відбувається прорізання частини парних перемичок 5 між загальними овальними отворами 2 по довжині заготовки 1. Нерозрізана частина перемичок 5 запобігає надмірному деформуванню заготовки. При прорізанні перемичок 5 на другому етапі, на першій позиції знову відбувається пробивання овальних отворів 2 у суцільній частині заготівки 1, яка при пересуванні потрапила під штамп. Після прорізання частини перемичок 5 заготовку 1 просувають далі в штамп ще на один такий самий крок. На третьому етапі відбувається прорізання, парних перемичок 6 що залишилися, по іншій лінії розташування (шаховий порядок) у заготовці 1. На цьому етапі відбувається остаточний поділ заготовки 1 на окремі колючо-ріжучі стрічки, які, при подальшому покроковому просуванні заготовки 1, виходять із зони роботи штампу й намотуються на бобіни (не показані через загальновідомість). Одночасно із цим, на кожному етапі відбувається повторення операцій пробивання отворів 2 і перемичок 5.
Отже, покрокове виготовлення декількох колючих стрічок 4 з послідовним поділом заготовки 1 у просторі дозволяє зняти навантаження на заготовку 1. Запропонований штамп містить матрицю 7 і пуансон 8. Пуансон 8 містить декілька парних послідовно розташованих і різних за формою пробивних елементів. Першими по черзі розташовані впоперек штампу у два ряди, послідовно овальні в розрізі пробивні елементи 9 для пробивання овальних отворів 2 у заготовці 1. Відстань між рядами овальних пробивних елементів 9 визначається розміром кишені 10 колючої стрічки 4. На відстані одного кроку пересування заготовки 1 поза овальними в розрізі пробивними елементами 9 розташована в поперек штампу перша частина прямокутних у розрізі пробивних елементів 11 для прорізання частини парних перемичок 5 між суміжними за довжиною заготовки 1 овальними отворами 2, по яких на відстані ще півтора кроку пересування заготовки 1 розташована в шаховому порядку друга частина прямокутних у розрізі пробивних елементів 12 для прорізання перемичок 6, які залишилися для остаточного поділу заготовки 1 на окремі та конструктивно повністю сформовані колючі стрічки 4. Нижні торці пробивних елементів 9, 11 і 12 можуть бути як плоскими, так і вигнутими вглиб пуансонів – це значення не має, оскільки не впливає на технологію виготовлення колючої стрічки 4. Усі пальчикові пробивні елементи 9, 11 і 12 мають найпростішу конструкцію, рознесені в різні площини по довжині штампу, що спрощує його конструкцію й підвищує придатність до ремонту.
Якщо первісна заготовка 1 виявилася ширше сумарної ширини декількох колючих стрічок 4, її або обрізають по ширині до певного розміру ( для цього штамп може бути оснащений додатковими відрізними пуансонами, які не показані через їхню загальновідомість), або виготовляють із крайніх ділянок колючі стрічки з рідкими непарними елементами.
Істотна відмінність заявленої технології, від раніше відомих, полягає в тому, що операції пробивання отворів і прорізання перемичок рознесені в часі й просторі через рознесення в різні площини пробивних елементів штампу. Зазначена відмінність дозволяє принципово змінити технологію виготовлення декількох колючих стрічок з однієї суцільної заготовки, зокрема виключити деформування колючих стрічок під штампом, спростити виготовлення останнього. Жоден з відомих способів виробництва колючих стрічок не можуть мати подібні властивості, оскільки всі операції виконуються в одному місці або взагалі, технологія дозволяє виготовляти лише одну колючу стрічку.
Жоден з відомих штампів для виробництва колючих стрічок не може мати зазначені властивості, оскільки всі його пробивні елементи розташовані разом в одній площині по ширині штампу.
Запропоноване технічне рішення перевірене на практиці. Спосіб і штамп не містять ніяких елементів або операцій, які неможливо було б відтворити на сучасному етапі розвитку науки й техніки, зокрема виробництва колючих стрічок. А виходить, технологія прийнятна для промислового застосування, має певні переваги перед відомими способами й штампами через запропоновані зміни дії пуансонами на заготовку. Усе це підтверджує досягнення технічного результату об'єктом, що заявляється. У відомих джерелах інформації не виявлені подібні способи й штампи для виробництва колючих стрічок із зазначеними в пропозиції істотними ознаками, а тому, вважається таким, що може одержати правовий захист.
До основних технічним перевагам запропонованого технічного рішення, у порівнянні із прототипами, можна віднести наступне:
- відсутність деформування колючих стрічок під штампом за рахунок того, що остаточний поділ заготовки на окремі смуги відбувається на виході її зі штампу;
- немає необхідності в додатковій проміжній операції вирівнювання колючих стрічок за рахунок відсутності надмірного деформування останніх;
- безперервність технології виготовлення колючих стрічок через виключення ймовірності влучення стрічок в отвори матриці штампу;
- спрощення конструкції штампу через рознесення пуансонів у просторі.
Соціальний ефект від використання запропонованих способу й штампу для виготовлення колючих стрічок, у порівнянні з використанням прототипу, одержують за рахунок збільшення кількості й надійності захисту охоронюваних об'єктів унаслідок здешевлення колючих стрічок, а отже й колючого дроту Єгоза, яка виготовляється на основі цієї колючої стрічки. Це робить захисні загородження доступними широкому колу споживачів.
Економічний ефект від упровадження винаходу, у порівнянні з використанням відомих технічних рішень, одержують за рахунок зниження вартості колючих стрічок і штампів для їхнього виготовлення.
Після опису вищезгаданих технології й штампу для виготовлення колючої стрічки, фахівцям у даній галузі знань повинне бути очевидно, що все вищеописане є лише ілюстративним, а не обмежувальним, будучи представленим даним прикладом. Численні можливі модифікації й інші варіанти реалізації запропонованого способу, зокрема кількість отриманих колючих стрічок, використання крайок заготовки й т.п., можуть мінятися в різному співвідношенні. Також штамп може мінятися конструктивно, зокрема кількість пуансонів, їх конструкція, відстань між ними, використання крайок заготовки або її обрізання. Усі ці зміни, зрозуміло, перебувають у межах обсягу одного зі звичайних і природніх підходів у даній галузі знань і розглядаються такими, що перебувають у межах обсягу даного технічного рішення.
Квінтесенцією запропонованого технічного рішення є те, що операції перетворення суцільної широкої заготовки на окремі колючі стрічки відбуваються поетапно в різний час завдяки запропонованим конструктивним змінам штампу, і саме ця обставина дозволяє придбати запропонованої технології перераховані й інші переваги. Зміна й використання лише окремих етапів технології виготовлення колючих стрічок, або окремих конструктивних елементів штампу, природно, обмежують спектр перерахованих вище переваг, а відповідно, не можуть уважатися новими технічними рішеннями в даній галузі знань. Оскільки інший, подібний описаному спосіб і штамп уже не буде вимагати ніякого творчого підходу від конструкторів і інженерів, а тому й не може вважатися результатами їх творчої діяльності або новими об'єктами інтелектуальної власності, що вимагають захисту охоронними документами.