Патент України: №115890
Автор: Ткаченко Юрій Володимирович
Розділ МПК: B21F 25/00 – Колючий дріт, сітки, огородження, тканини з дроту
Розділ МПК: B21F 25/00
Розділ МПК: E04H 17/04
Розділ МПК: F41H 11/08
Розділ МПК: B21D 53/14
Розділ МПК: B21C 47/02
Опубліковано: 10.01.2018, бюл. №1
Лінія та спосіб для виробництва колючої стрічки

Винахід належить до галузі виробництва колючих армованих стрічок, які використовують для зведення бар'єрів безпеки, призначених для запобігання неправомірному проникненню на режимні об'єкти. Лінія для виробництва колючої стрічки містить штамп для формування вражаючих елементів шляхом пробивання у суцільній смужці отворів та барабан для намотування колючої стрічки, при цьому штамп має декілька пуансонів різної форми для послідовного пробиття отворів і прорізів між ними у шаховому порядку з метою отримання одночасно декілька колючих стрічок з суцільної металевої смуги, а кількість барабанів, відповідає кількості колючих стрічок, що виходять з-під штампа. Барабани виконані у вигляді бобін, які мають горизонтальні осі обертання, автономні засоби натягування стрічки та ширину, яка дорівнює ширині відповідної колючої стрічки. Також лінія оснащена засобом для армування колючої стрічки металевим дротом шляхом його завальцювання у центральну ділянку колючої стрічки, за яким розташований гвинтовий розподільник, за яким розташований барабан з горизонтальною віссю обертання, на який за допомогою гвинтового розподільника намотується колюча армована стрічка в один шар з укладанням витків впритул один до одного, та засіб для скріплення сусідніх витків скобами (кліпсами), виконаний у вигляді кліщів або кліпсатора. Також заявлений спосіб виготовлення колючої стрічки, який здійснюють на заявленій лінії. Технічний результат заявленої групи винаходів полягає в можливості одночасно виготовляти декілька колючих армованих стрічок; забезпеченні рівномірності укладання витків стрічки на барабан; збільшенні кількості виготовленої продукції за один цикл роботи обладнання; спрощенні конструкції лінії; повній автоматизації процесу виготовлення декількох колючих армованих стрічок.
Винахід належить до метизного виробництва, а саме до пристосувань і технологій, що застосовуються при виробництві колючих армованих стрічок, які використовують для зведення бар'єрів безпеки різноманітних конструкцій, призначених для запобігання неправомірному проникненню на режимні об'єкти. Для виготовлення колючих стрічок найчастіше використовують штампи. Традиційно, заготовку, що являє собою суцільну вузьку металеву смугу, покроково просувають під штамп, фігурні пуансони якого просікають у смужці елементи, частіше овальні, що дозволяє сформувати вражаючі елементи стрічки з протилежно спрямованими зубцями. Такий спосіб виготовлення колючих стрічок та обладнання для його реалізації (власно кажучи, штампи) є найбільш поширеними у світі.
Так, наприклад, відомий спосіб виготовлення колючої стрічки, який полягає в тому, що в заготовці у вигляді суцільної вузької металевої смужки, на деякій відстані від осі її симетрії, з обох боків рівномірно пробивають симетричні зовнішні відкриті кишені, перемички між якими утворюють велику кількість протилежних пар вражаючих елементів, кожний з яких складається з основи та протилежно спрямованих зубців, розташованих із зовнішніх боків вражаючого елемента, а вістрями кожного з зубців є кути, що утворені між зовнішньою стороною та боками вражаючого елемента. Для пробивання симетричних зовнішніх відкритих кишень використовують штамп, який складається з матриці і пуансона, що містить пальчикові у перерізі пробивні інструменти овальної форми, які розташовані у пуансоні за однією лінією, перпендикулярною напряму покрокового пересування заготовки під штамп. Такий штамп забезпечує виготовлення колючої стрічки за один повний цикл його спрацювання [див. патент України № 41834 з класу B21F 25/00 опублікований 17.09.2001 року в Бюл. № 8 за 2001 рік].
Основним недоліком відомих технічних рішень є те, що їх застосування дозволяє виготовляти колючу стрічку з недостатніми техніко-функціональними властивостями. Наявність цього недоліку пояснюється тим, що з такої колючої стрічки неможливо звести надійного бар'єрного загородження, що обумовлено наступним. По-перше, оскільки така колюча стрічка виготовлюється з тонколистового металу, її легко перекусити, навіть, звичайними побутовими ножицями, та саме так порушити цілісність огорожі охоронного об'єкту. По-друге, оскільки така колюча стрічка не має достатні пружні властивості (жорсткість) через невелику товщину металу, з якого вона виготовлюється, загородження, що зведено з такої стрічки досить легко деформувати, наприклад притиснути до ґрунту, навіть палицею, та безперешкодно проникнути на об'єкт, що охороняється. Більш за те, колюча стрічка, після деформування, не відновлюється до первинного (початкового) стану через пластичність металу, з якого вона виготовлена.
Найбільш близькими за своєю суттю та ефектом, що досягається, і які приймаються за прототипи, є спосіб виготовлення колючої стрічки підвищеної жорсткості, при якому у заготовці у вигляді суцільної вузької металевої смужки, на деякій відстані від осі її симетрії, з обох боків рівномірно пробивають симетричні зовнішні відкрити кишені, перемички між якими утворюють велику кількість протилежних пар вражаючих елементів, кожний з яких складається з основи та протилежно спрямованих зубців, розташованих із зовнішніх боків вражаючого елемента, далі формують центральний напівкруглий вигін, в якому з певним кроком на ділянці стрічки без вражаючих елементів пробивають центральний невеликий отвір, від якого формують наскрізний проріз до краю стрічки, деформують зубці у протилежних напрямах, після чого готову стрічку намотують на вертикально розташований конічний барабан, кожного разу перегинаючи стрічку по отворах з розрізами за колом. Для виробництва такої колючої стрічки (реалізації відомого способу) використовують лінію, яка містить перший штамп для формування вражаючих елементів шляхом пробивання у суцільній вузькій стрічці зовнішньо відкритих кишень, другий штамп для формування опуклого центрального вигину та пробивання центральних отворів та розрізів, прес для згинання колючої стрічки у площині по отворах з розкриттям розрізів, та вертикально встановлений конічний барабан, на який намотується готовий виріб - колюча стрічка [див. патент США № 4028925 з класів B21F 25/00, B21D 28/04 опублікований 14.06.1977 року].
Як і у попередньому аналогу, відомий спосіб дозволяє отримувати колючу стрічку з недостатньою жорсткістю та пружними властивостями для утримування та відновлення своєї форми при використанні її для зведення бар'єрів безпеки. Незважаючи на те, що спосіб дозволяє формувати центральний вигин, тобто ребро жорсткості, проте пробивання в ньому центрального отвору та наскрізного прорізу, зводить на ниць функцію такого ребра жорсткості через порушення отворами і прорізами його цілісності. В цих місцях (де наявні отвори й прорізи), стрічку легко перекусити звичайними побутовими ножицями, навіть, це зробити ще зручніше, оскільки половина центральної ділянки вже розрізана прорізом. Тоді виходить, що у додатковій жорсткості коротких ділянок колючої стрічки взагалі немає сенсу. Крім того, таке підвищення жорсткості недодає колючій стрічці пружних властивостей, а тому формування центрального вигину, взагалі, виявляється зайвим, а якщо змінити схему змотування колючої стрічки у бухту з площинної на радіальну, як це робиться у всьому світі, оскільки зручніше, то і у отворах з прорізами відпадає необхідність. Найбільш раціональним приданням додаткової жорсткості та пружних властивостей колючій стрічці є армування її центральної ділянки сталевим дротом, переважно круглого перерізу. Такі технічні рішення добре відомі з існуючого рівня техніки, наприклад, з патенту України № 33526 (2008 рік), з патенту України № 91445 (2010 рік), з патенту США № 6601830 (2003 рік).
Другим суттєвим недоліком відомого способу виготовлення колючої стрічки є те, що готовий виріб намотується на вертикальний конічний барабан. Наявність даного недоліку обумовлена наступним. У такому конічному барабані, його твірна зменшує діаметр витків намотаної колючої стрічки в міру заповнення нею барабана, а отже, у бухті виявляються витки з різними діаметрами, що в подальшому ускладнює встановлення кліпс між витками для формування спірального бар'єру безпеки, до того ж, робить неможливим виготовлювати бар'єри з однаковим діаметром витків колючої стрічки за довжиною бар'єра. Щоб отримувати бухту з однаковими за діаметром витками колючої стрічки, мати зручність для постановки кліпс (скоб) між витками, доцільно використовувати циліндричні намотувальні барабани і такі технічні рішення відомі з існуючого рівня техніки, наприклад, з патенту України № 89535 (2014 рік).
Третій суттєвий недолік відомого способу виготовлення колючої стрічки полягає в тому, що при його застосуванні отримують лише один виріб (одну колючу стрічку), що не раціонально. Адже потужність штампа, зазвичай, дозволяє виготовлювати одночасно декілька стрічок, але вихідна заготовка (вузька суцільна стрічка) за своєю шириною дозволяє виготовлювати лише одну стрічку. Для того, щоб зросла продуктивність відомого способу треба застосовувати як вихідну заготовку широку металеву смугу, з якою можна було б одночасно виготовлювати декілька колючих стрічок і такі технічні рішення відомі з існуючого рівня техніки, наприклад, з патенту України № 95130 (2011 рік).
Основним недоліком відомої лінії для виробництва колючої стрічки вищеописаним способом є необґрунтована складність її конструкції через наявність в неї другого штампа для пробивання центральних отворів і прорізання прорізів та преса для згинання стрічки, що обумовлено невдосконаленістю технології, наявністю конічного вертикального барабана, про недоліки якого як приладу відзначалося вище, а також відсутності розкладника, який би укладав витки колючого дроту гарантовано один біля другого для зручності скріплення їх між собою скобами (кліпсами) для отримання готового загородження. Крім того, відома лінія не передбачає виробництво напівфабрикату (інколи треба змінити розміри бар'єру, інколи замовнику потрібна тільки колюча стрічка без армування тощо), а також намотувальний барабан (нехай й конічний) не може змінювати свій діаметр, що дозволяє виготовлювати загородження з колючої стрічки тільки одного діаметра, що обмежує техніко-функціональні можливості відомої лінії. До того ж, у складі відомої лінії відсутній засіб для армування колючої стрічки (напівфабрикату) металевим дротом, що ще у більшому ступені обмежує можливості лінії розширення асортименту виробів з колючої армованої стрічки. Слід також наголосити, що у відомій лінії використаний штамп для формування вражаючих елементів містить всього лише одну пару пробивних пуансонів, тобто пристосований для виготовлення однієї колючої стрічки, що, як було вже сказано, не раціонально враховуючи наявну потужність приводу штампа. Для того, щоб зросла продуктивність відомої лінії її штамп доцільно було б оснастити більшою кількістю пар пуансонів у поперечному напрямі і такі технічні рішення відомі з існуючого рівня техніки, наприклад, з патенту України № 45934 (2009 рік).
В основу винаходу поставлено задачу підвищення технологічності одночасного виготовлення декількох колючих армованих стрічок та розширення техніко-функціональних властивостей лінії з одночасним спрощенням її конструкції, за рахунок зберігання цілісності всіх елементів конструкції колючої стрічки та виготовлення з неї двох видів кінцевого продукту шляхом оснащення її відповідною кількістю барабанів з автономними засобами натягування та оснащення засобом для формування загородження, а також часткового вилучення пресового обладнання.
Рішення поставленої задачі досягається тим, що спосіб виготовлення колючої армованої стрічки, при якому у заготовці, що має вигляд суцільної металевої смужки, на деякій відстані від осі її симетрії, з обох боків рівномірно пробивають симетричні зовнішньо відкриті кишені, перемички між якими утворюють велику кількість протилежних пар вражаючих елементів, кожний з яких складається з основи та протилежно спрямованих зубців, розташованих із зовнішніх боків вражаючого елемента, та готову стрічку намотують на барабан, згідно з пропозицією, як заготовку використовують широку суцільну металеву смугу, з якої одночасно формують декілька колючих стрічок-напівфабрикатів, які намотуються на відповідну кількість барабанів (бобин) з горизонтальними валами обертання та автономними засобами їх натягування, формуючи бухти шириною, що дорівнює ширині колючої стрічки-напівфабрикату, або, минаючі один чи декілька вказаних барабанів, колючу стрічку-напівфабрикат подають на ділянку армування, де у центральну ділянку стрічки завальцьовують металевий дріт переважно круглого перерізу, після чого вже готову колючу армовану стрічку подають до розподільника, який забезпечує намотування її на горизонтально встановлений барабан майже без зазорів між суміжними витками, а паралельні сусідні витки з'єднують між собою скобами (кліпсами) у шаховому порядку поздовж бухти.
Рішення поставленої задачі досягається також і тим, що лінія для виробництва колючої армованої стрічки, яка містить штамп для формування вражаючих елементів шляхом пробивання у суцільній смужці отворів та барабан для намотування колючої стрічки, згідно з пропозицією, штамп має декілька пуансонів різної форми для послідовного пробиття отворів і прорізів між ними у шаховому порядку з метою отримання одночасно декілька колючих стрічок з широкої суцільної металевої смуги, а кількість барабанів, виконаних у вигляді бобин, відповідає кількості колючих стрічок, що виходять з-під штампа, причому вказані бобини мають горизонтальні осі обертання та автономні засоби натягування стрічки та ширину, причому їхня ширина дорівнює ширині колючої стрічки, а також лінія наділена засобом для армування колючої стрічки металевим дротом шляхом його завальцювання у центральну ділянку колючої стрічки, за яким розташований гвинтовий розподільник, за яким розташований барабан з горизонтальною віссю обертання, на який за допомогою гвинтового розподільника намотується колюча армована стрічка з укладанням витків у один шар майже без зазорів між суміжними витками, та засіб для скріплення сусідніх витків скобами (кліпсами), виконаним у вигляді кліщів чи кліпсатора.
Зрозуміло, кількість армувальних стрічку засобів, гвинтових розподільників з горизонтальними барабанами та кліпсаторів для формування готового виробу - спірального загородження - може бути збільшена до кількості отримуваних напівфабрикатів - кількості колючих стрічок.
Покрокове перетворення суцільної широкої металевої смуги (заготовки) у декілька колючих стрічок ніяк не збільшує загальний час виготовлення виробу (колюча стрічка однак повністю виготовлюється за один цикл спрацювання штампа), але й не збільшує габаритів обладнання.
Наявність першого ряду барабанів (бобин) дозволяє змотувати напівфабрикати колючої стрічки у бухти однакового розміру та щільності в них витків колючої стрічки. Наявність засобу для армування колючої стрічки дозволяє отримати високоякісний виріб, який можна одразу ж використовувати для збирання спірального загородження будь-якого типу, а наявність гвинтового розподільника та встановленого за ним горизонтального барабана з кліпсатором, дозволяє одразу ж на лінії формувати спіральне загородження з колючої армованої стрічки.
Таким чином, запропонована лінія дозволяє широку стрічкову металеву заготовку (на вході) перетворити у загородження (на виході), повністю готове для використання на режимних об'єктах завдяки використанню запропонованої технології виготовлення колючої армованої стрічки.
Запропоновані спосіб та лінія максимально спрощують технологію та комплекс обладнання для виготовлення колючої армованої стрічки, виключають зайві операції, забезпечують безперервність технологічного процесу. Суттєве спрощення конструкції лінії дозволяє гранично знизити її вартість, а отже, й собівартість виробів - колючої армованої стрічки. Лінія дійсно універсальна та процес повністю автоматизований.
Отже, сукупність всіх суттєвих ознак, притаманних запропонованому способу виготовлення колючої армованої стрічки та лінії для її виробництва, отриманих завдяки внесенню відповідних змін у технологію та обладнання, дозволяє досягти певного технічного результату, сформульованого у постановці задачі.
Подальша суть запропонованих технічних рішень пояснюється кресленням, на якому зображена принципова схема лінії для виробництва колючої автоматної стрічки запропонованим способом.
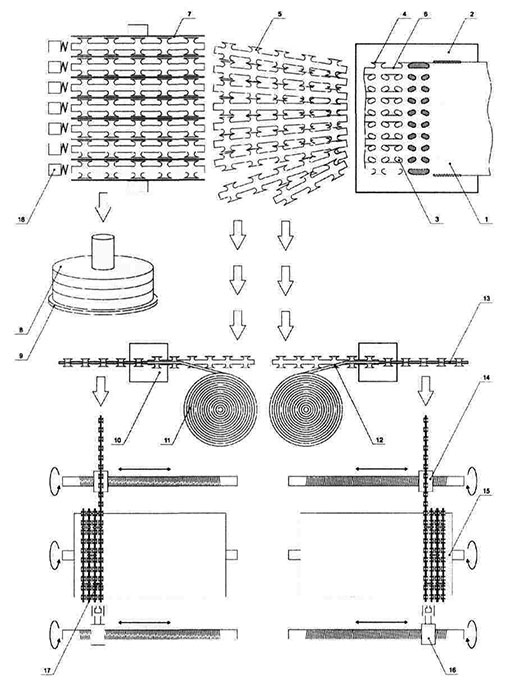
Запропонований спосіб одночасного виготовлення багатьох колючих армованих стрічок полягає у наступному. Суцільну широку смугу - заготовку 1 - подають у зону роботи штампа 2. На першому етапі у заготовці 1 пробивають овальні парні отвори 3 за всією шириною заготовки 1 у два рядки. Після пробивання вказаних овальних отворів 3 заготовку 1 просувають далі у штамп 2 на один крок, який дорівнює ширині вражаючих елементів 4 колючих стрічок 5. На другому етапі відбувається прорізання половини парних перемичок 6 між парними овальними отворами 3 за довжиною заготовки 1 за допомогою того ж самого штампа 2. Не прорізана частка перемичок 6 запобігає надмірному деформуванню заготовки. При прорізанні перемичок 6 на другому етапі, на першій позиції знов відбувається пробивання овальних отворів 3 у суцільній частині заготовці 1, що при пересуванні потрапила під штамп 2. Після прорізання половини перемичок 6 заготовку 1 просувають далі у штамп 2 ще на один такий же ж крок. На третьому етапі відбувається прорізання парних перемичок 6, що залишилися, за іншою лінією розташування (шаховий порядок) у заготовці 1. На цьому етапі відбувається остаточне розділення заготовки 1 на окремі колючі стрічки 5, які, при подальшому покроковому просуванні заготовки 1, виходять із зони роботи штампа 2 та намотуються на бобини 7 (горизонтальні барабани), кількість яких відповідає кількості виготовлених колючих стрічок 5. Далі частину готових бухт 8, якщо це потрібно, знімають з бобин 7 та відправляють на склад 9 готової продукції. Частина колючих стрічок 5, минаючі бобини 7, подають на ділянку армування, яка містить, наприклад, прес-автомат 10. Перед цим пресом-автоматом 10 встановлена бухта 11 з металевим дротом 12. Металевий дріт 12 з бухти 11 разом к колючою стрічкою 5 подають у прес-автомат 10, де колюча стрічка 5 армується металевим дротом 12. Отримана таким чином готова колюча армована стрічка 13 потрапляє на гвинтовий розподільник 14 який її укладає в один шар на обертовий барабан 15, розташовуючи її витки майже без зазорів. При обертанні барабана 15 (намотування на нього колючої армованої стрічки 13), за допомогою автоматичних кліщів 16 (кліпсаторів) з'єднують паралельні сусідні витки колючої армованої стрічки 13 скобами 17 між собою у шаховому порядку уздовж барабана 15, кожного разу після його провертання, наприклад, на одну третину, що дозволяє повністю сформувати спіральне загородження діаметром, який визначає діаметр барабана 15. Зрозуміло, для отримання загородження іншого діаметра, треба використовувати відповідний барабан 15, або універсальний барабан зі змінним діаметром.
Запропонована лінія для виробництва колючої армованої стрічки 13, містить штамп 2 для формування вражаючих елементів 4 шляхом пробивання у широкій суцільній заготовки 1 отворів 3 та перемичок 6. За вказаним штампом 2 розташовані бобини 7, кількість яких відповідає кількості колючих стрічок 5, що виходять з-під штампа 2, причому вказані бобини 7 мають горизонтальні осі обертання, автономні засоби натягування 18 колючої стрічки 5 та ширину, що дорівнюється ширині колючої стрічки 5. Лінія також наділена засобом (пресомавтоматом 10) для армування колючої стрічки 5 металевим дротом 12 шляхом його за 30 вальцювання у центральну ділянку колючої стрічки 5, що дозволяє сформувати колючу армовану стрічку 13. Далі розташований гвинтовий розподільник 14, за яким розташований барабан 15 з горизонтальною віссю обертання, на який за допомогою гвинтового розподільника 14 намотується колюча армована стрічка 13 з укладанням витків у один шар майже без зазорів між суміжними витками. Біля барабана 15 розташований засіб для скріплення сусідніх витків скобами 17 (кліпсами), виконаний у вигляді автоматичних кліщів 16 або кліпсаторів. Барабанів 15 та розподільників 14 може бути декілька.
Суттєва відмінність об'єктів, що заявляються, від раніш відомих, полягає в тому, що запропонована технологія та лінії дозволяють формувати щонайменше три види кінцевої продукції, зокрема колючу стрічку, колючу армовану стрічку та спіральні загородження, причому водночас виготовлювати декілька виробів. Вказана відмінність дозволяє гранично спростити технологію та обладнання для одночасного виготовлення декілька колючих армованих стрічок, виробляти вироби у широкому асортименті. Жодний з відомих способів виробництва колючих армованих стрічок не може мати відзначені властивості, оскільки не дозволяють отримати різноманітність готових виробів, тим паче одночасно. Жодна з відомих ліній для виробництва колючої армованої стрічки не можуть мати відзначені властивості, оскільки в них не вистачає обладнання для формування загороджень, колючих стрічок та колючих армованих стрічок.
Запропоновані технічні рішення перевірені на практиці. Спосіб виготовлення та лінія для виробництва колючих армованих стрічок не містять у своєму складі будь-яких елементів, вузлів чи технологічних операцій, які неможливо було б відтворити на сучасному етапі розвитку науки і техніки, зокрема, при виробництві колючих армованих стрічок, отже, прийнятні для промислового застосування, мають певні переваги перед відомими технологіями і обладнанням через запропоновані зміни послідовності операцій та оснащення додатковими вузлами лінії, що підтверджує можливість досягнення технічного результату об'єктами, що заявлені, у відомих джерелах інформації не виявлено подібних способів та ліній для виробництва колючих армованих стрічок із зазначеними у пропозиції суттєвими ознаками, а тому, вважаються такими, що можуть отримати правовий захист.
До основних технічних переваг запропонованих технічних рішень, у порівнянні з прототипами, можна віднести наступне:
- можливість одночасно виготовлювати декілька колючих армованих стрічок за рахунок використання спеціального штампа на наявності відповідної кількості бобин та барабанів;
- рівномірність укладання витків стрічки на барабан за рахунок наявності гвинтового розподільника;
- збільшення кількості виготовленої продукції за один цикл роботи обладнання;
- спрощення конструкції лінії за рахунок використання специфічного штампа та використання касетного типу бобин;
- повна автоматизація процесу виготовлення декілька колючих армованих стрічок.
Економічний ефект від використання запропонованих технічних рішень, у порівнянні з використанням прототипів, отримують за рахунок економії витрат на обладнання та економії трудових ресурсів.
Соціальний ефект від використання запропонованих технічних рішень, у порівнянні з використанням прототипів, отримують за рахунок збільшення кількості виробів і підвищення надійності захисту режимних об'єктів внаслідок здешевлення готових виробів.
Формула винаходу
- Лінія для виробництва колючої стрічки, що містить штамп для формування вражаючих елементів, шляхом пробивання у суцільній смужці отворів, та барабан для намотування колючої стрічки, яка відрізняється тим, що штамп має декілька пуансонів різної форми для послідовного пробиття отворів і прорізів між ними у шаховому порядку з метою отримання одночасно декілька колючих стрічок з суцільної металевої смуги, а кількість барабанів відповідає кількості колючих стрічок, що виходять з-під штампа, при цьому барабани виконані у вигляді бобін, які мають горизонтальні осі обертання, автономні засоби натягування стрічки та ширину, яка дорівнює ширині відповідної колючої стрічки, також лінія оснащена засобом для армування колючої стрічки металевим дротом шляхом його завальцювання у центральну ділянку колючої стрічки, за яким розташований гвинтовий розподільник, за яким розташований барабан з горизонтальною віссю обертання, на який за допомогою гвинтового розподільника намотується колюча армована стрічка в один шар з укладанням витків впритул один до одного, та засіб для скріплення сусідніх витків скобами (кліпсами), виконаний у вигляді кліщів або кліпсатора.
- Лінія за п. 2, яка відрізняється тим, що містить декілька співвісних горизонтальних барабанів з відповідними гвинтовими розподільниками.
- Спосіб виготовлення колючої стрічки, при якому у заготовці, що має вигляд суцільної металевої смужки, на деякій відстані від осі її симетрії, з обох боків рівномірно пробивають симетричні зовнішньо відкриті кишені, перемички між якими утворюють протилежні пари вражаючих елементів, кожний з яких складається з основи та протилежно спрямованих зубців, розташованих із зовнішніх боків вражаючого елемента, при цьому готову стрічку намотують на барабан, який відрізняється тим, що його здійснюють на лінії за п. 1 або п. 2, причому як заготовку використовують суцільну металеву смугу такої ширини, з якої одночасно формують декілька колючих стрічок, всі або, при необхідності, частину з яких намотують на відповідну кількість барабанів-бобин з горизонтальними валами обертання та автономними засобами їх натягування, формуючи бухти шириною, що дорівнює ширині колючої стрічки, а іншу частину колючих стрічок, минаючі один чи декілька вказаних барабанів, подають на ділянку армування, де у центральну ділянку стрічки завальцьовують металевий дріт, після чого вже готову колючу армовану стрічку подають до розподільника, який забезпечує її намотування в один шар на горизонтально встановлений барабан з укладанням витків впритул один до одного, причому паралельні сусідні витки з’єднують між собою скобами (кліпсами) у шаховому порядку поздовж бухти.