Патент России: №2569609
Автор: Ткаченко Юрий Владимирович
Раздел МПК: B21F 29/00 – Изготовление ограждений или подобных изделий, частично выполняемых из проволоки
Раздел МПК: E04H 17/04 – Изгороди, ограды, загоны для скота характеризующиеся использованием проволоки особого назначения, например колючей проволоки
Раздел МПК: B21F 27/08 – Изготовление проволочной ткани, т.е. проволочных сеток, с дополнительными соединительными элементами или материалами в местах пересечений проволоки
Опубликовано: 27.11.2015, бюл. № 33
Спосіб виготовлення плаского колючо-ріжучого загородження «Акація»

Изобретение относится к изготовлению защитных периметров объектов от несанкционированного проникновения на их территорию физических лиц, техники и животных. Способ включает намотку на барабан непрерывной армированной колюще-режущей ленты необходимой длины практически без зазоров между витками и соединение механическим способом вдоль бухты параллельных смежных соседних витков ленты между собой посредством металлических скоб в шахматном порядке и с заданным шагом. При этом барабан поворачивают в требуемое для установки скоб положение. После установки скоб по всему диаметру бухты ее разрезают в продольном направлении, выпрямляют в плоскость и растягивают витки до получения плоского колюще-ленточного заграждения. Повышается производительность, упрощается технология изготовления, обеспечивается возможность полной автоматизации процесса.
Полезная модель относится к области строительства, конкретнее области изготовления инженерных сооружений, которые могут быть использованы в народном хозяйстве при возведении механических заграждений для защиты периметров объектов от несанкционированного проникновения на их территорию физических лиц, техники и животных.
Известен способ изготовления плоского сетчатого полотна из колюще-режущей ленты, заключающийся в предварительном изготовлении колюще-режущей ленты и сматывании ее в бухты, в размещении определенного количества бухт на барабанах (количество бухт колюще-режущей ленты определяется размером (высотой) будущего полотна), подаче колюще-режущих лент параллельным набором под штамп, с помощью которого создаются локальные изгибы в лентах на определенном расстоянии друг о друга и определяющих размер ячеек (шаг) полотна, в которые укладывают поперечный набор также из колюще-режущих лент (также разматываемых с бухт, но уже с других), зажатии поперечных лент в локальных изгибах лент первого набора, после чего ножницами отрезают готовое полотно [см. пат. России №2111921, кл. B21F 27/12, опубл. 27.05.1998 г., бюл. №19].
Основным недостатком известного способа изготовления сетчатого плоского полотна является громоздкость оборудования, необходимого для изготовления полотна, и ненадежность соединения двух наборов лент между собой в местах их пересечения - колюще-режущие ленты просто зажимаются одна между другой, что дает возможность их разъединения без особых усилий, например, путем оттягивания поперечной ленты до ее выхода из изгиба продольной ленты.
Этот недостаток устранен в известном способе изготовления плоского сетчатого полотна из колюще-режущей ленты, предполагающем предварительное изготовление прямолинейной армированной колюще-режущей ленты, отрезание от нее прямолинейных заготовок мерной длины, выкладывание первого набора параллельных заготовок, наложение на него под углом второго набора параллельных заготовок и сваривание между собой лент в местах их пересечения точечной контактной сваркой [см. пат. Франции №2758485, кл. B21F 25/00, опубл. 24.07.1998 г., бюл. №30].
Основными недостатками этого технического решения являются высокие трудоемкость и энергоемкость процесса изготовления сетчатого полотна, что обусловлено использованием сварочного оборудования, а также необходимостью предварительного изготовления двух наборов прямолинейных отрезков из колюще-режущих лент с дальнейшим выкладыванием их на стенде с определенным шагом полуфабриката полотна и сваривания лент между собой в местах пересечения.
Этот недостаток устранен в известном способе изготовления плоского сетчатого полотна из колюще-режущей ленты, заключающемся в предварительном изготовлении мерных отрезков армированной колюще-режущей ленты, выкладки набора параллельных заготовок и соединении между собой смежных заготовок в шахматном порядке механическим способом с помощью скоб [см. пат. Украины №80487, кл. E04H 17/04, B21F 27/00, опубл. 27.05.2013 г., в бюл. №10].
Основным недостатком этого технического решения является также низкая производительность способа из-за необходимости в предварительном изготовлении набора прямолинейных отрезков армированных колюще-режущих лент и их выкладке их на стенде с определенным шагом.
Наиболее близким по своей сущности и достигаемому эффекту, принимаемым за прототип является способ изготовления плоского колюще-ленточного заграждения, при котором бесконечную армированную колюще-режущую ленту укладывают зигзагом на стенд, представляющий собой раму со штырями, которые огибает лента при изменении направления зигзага, и соединяют между собой смежные параллельные участки в шахматном порядке механическим способом с помощью металлических скоб, после чего готовое полотно сматывают в рулон для удобства транспортировки [см. пат. России №64541, кл. B21F 27/12, E04H 17/04, опубл. 10.07.2007 г., в бюл. №19].
Основным недостатком известного технического решения является низкая производительность способа, что обусловлено необходимостью предварительной выкладки зигзагом колюще-режущей ленты на стенде. Этот процесс осуществляется ручным способом, поскольку проектирование приспособления для этой цели является экономически нецелесообразным, так как стенд имеет плоскостную конструкцию довольно больших размеров.
Вторым существенным недостатком известного способа является то, что с его помощью можно изготавливать полотно только одного размера, определяемого размерами стенда. То есть известный способ не универсален.
Третьим существенным недостатком известного способа является то, что с его помощью можно изготавливать полотна только небольшого размера, определяемого возможностью работника дотянуться руками до центра полотна во время простановки им металлических скоб.
В основу изобретения поставлена задача упрощения технологии изготовления плоского колюще-ленточного заграждения с одновременным повышением его функционально-технических возможностей за счет возможности получения сетчатого заграждения любой длины путем изменения принципа укладки на стенд непрерывной колюще-режущей ленты.
Решение поставленной задачи достигается тем, что в способе изготовления плоского колюще-ленточного заграждения, при котором непрерывную армированную колюще-режущую ленту укладывают на стенд и соединяют между собой смежные параллельные участки ленты в шахматном порядке механическим способом с помощью металлических скоб, согласно изобретению колюще-режущую ленту наматывают на барабан практически без зазоров между витками, а параллельные соседние витки ленты соединяют между собой в шахматном порядке с определенным шагом вдоль бухты, каждый раз поворачивая барабан в положение, удобное для установки скоб работником или автоматическими клещами, а после завершения установки скоб по всему диаметру бухты ее разрезают в продольном направлении, расправляют и растягивают в плоскости сразу же или на месте монтажа защитного заграждения.
Благодаря тому, что непрерывная колюще-режущая лента наматывается на барабан одновременно с процессом ее изготовления, из технологии полностью исключаются операции ее предварительной подготовки (изготовления отрезков, выкладки на стенд одним или двумя наборами), следовательно, предложенный способ предельно упрощает процесс изготовления плоского колюще-ленточного заграждения, и именно таким образом обеспечиваются максимальная продуктивность и производительность предложенного способа.
Благодаря намотке непрерывной колюще-режущей ленты на барабан, можно изготавливать плоское колюще-ленточное заграждение любых размеров по длине. Вращающийся барабан, используемый в качестве стенда, делает предложенный способ действительно универсальным, поскольку не имеет ограничений относительно длины получаемого колюще-ленточного заграждения.
Благодаря тому, что во время соединения витков ленты скобами барабан проворачивается, поворачивая бухту в местах установки скоб непосредственно к работнику, ему создается дополнительное удобство - нет необходимости перемещаться с одного места на другое, то есть соединять витки скобами с одной рабочей позиции, таким образом, обеспечивается максимальная производительность и безопасность труда.
Таким образом, вся совокупность существенных признаков предложенного технического решения, полученных благодаря внесению технологических усовершенствований в способ изготовления плоского колюще-ленточного заграждения из колюще-режущей ленты, обеспечивает достижение определенного положительного технического результата, сформулированного в постановке задачи.
Дальнейшая сущность изобретения поясняется чертежами, на которых изображено следующее:
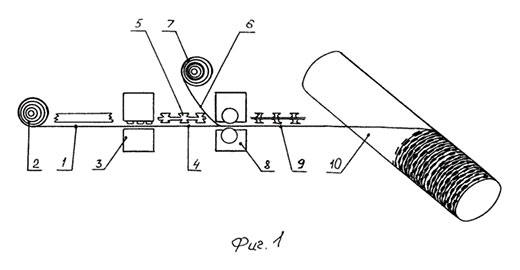
- фиг. 1 - стенд для изготовления плоского колюще-ленточного заграждения из колюще-режущей ленты, вид сбоку;
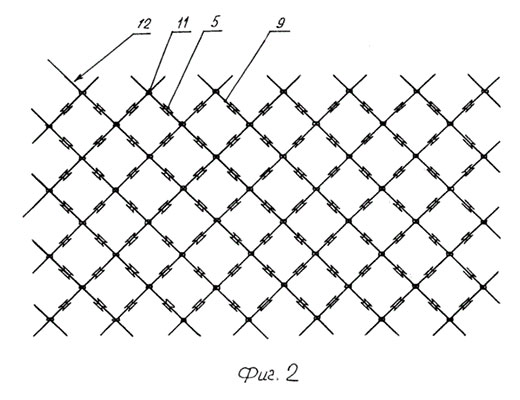
- фиг. 2 - внешний вид плоского колюще-ленточного заграждения из колюще-режущей ленты, полученного предложенным способом.
Предложенный способ изготовления плоского колюще-ленточного заграждения «Акация» из колюще-режущей ленты заключается в следующем.
Сплошную металлическую ленту 1 из бухты 2 подают в штамп 3, где из нее формируется колючая лента 4 с поражающими элементами 5. Металлическую проволоку 6 подают из бухты 7 в приспособление 8 (например, валковый пресс), в котором колючая лента 4 армируется металлической проволокой 6. Полученная таким образом колюще-режущая лента 9 наматывается на вращающийся барабан 10. После наматывания на барабан 10 колюще-режущей ленты 9 необходимой длины (метража) технологическое оборудование останавливают и работник (или соответствующее приспособление, например, манипулятор) с помощью клещей (или иного известного инструмента) соединяет параллельные соседние витки колюще-режущей ленты 9 скобами 11 между собой в шахматном порядке вдоль бухты, каждый раз проворачивая барабан 10 в положение, обеспечивающее удобство для установки скоб 11 работником или автоматическими клещами. После завершения установки скоб 11, бухту разрезают в продольном направлении и выпрямляют в плоскость. Далее растягивают витки, получая колюще-режущее заграждение 12. Формирование плоского колюще-ленточного заграждения 12 можно сделать сразу или на месте монтажа колюще-режущего заграждения 12 при возведении барьера безопасности.
Предложенное техническое решение проверено на практике. Предложенный способ изготовления сетчатого колюще-ленточного заграждения «Акация» не содержит в своем составе ни одной технологической операции или технологического оборудования, которые невозможно было бы осуществить на современном этапе развития науки и техники, в частности в области изготовления ограждений и барьеров безопасности, следовательно, является промышленно применимым, имеет технические и иные преимущества перед известными аналогами, что подтверждает возможность достижения технического результата заявляемым объектом. В известных источниках патентной и иной научно-технической информации не выявлено подобных способов изготовления сетчатых плоских заграждений из колюще-режущих лент или проволок, с указанной в предложении совокупностью существенных признаков, поэтому предложенное техническое решение соответствует критерию «новизна».
Существенное отличие заявленного способа изготовления колюще-ленточного заграждения от ранее известных заключается в том, что заготовка из колюще-режущей ленты формируется непрерывно и не имеет промежуточных технологических операций. Указанное отличие обеспечивает безостановочное получение заграждения, максимальную производительность, удобство и безопасность для работников и получать плоское заграждение любых размеров по длине. Ни один из известных способов производства плоских колюще-ленточных заграждений из колючей лент или проволок не может одновременно обладать всеми перечисленными свойствами, поскольку не предусматривает в своем составе всей совокупности заявленных в предложении существенных признаков.
К техническим преимуществам предложенного технического решения, в сравнении с прототипом, можно отнести следующее:
- значительное повышение производительности процесса за счет отсутствия промежуточных операций по изготовлению отдельных деталей будущего заграждения, а также за счет того, что в качестве заготовки, причем только одной, используется непрерывная колюще-режущая лента, наматываемая на барабан;
- предельное упрощение технологии и снижение трудоемкости изготовления заграждения по той же причине;
- универсальность за счет того, что, благодаря использованию в качестве стенда вращающегося барабана, можно изготавливать плоские заграждения любой длины;
- высокая безопасность и удобство простановки скоб за счет возможности поворота бухты в рабочую зону с помощью барабана;
- возможность полной автоматизации процесса изготовления заграждения за счет использования клещей для установки скоб с одной технологической позиции.
Экономический эффект от внедрения предложенного технического решения, в сравнении с использованием прототипа, получают за счет снижения стоимости изготовления плоского колюще-ленточного заграждения вследствие уменьшения промежуточных технологических операций.
Социально-потребительский эффект от внедрения предложенного технического решения, в сравнении с использованием прототипа, получают за счет повышения безопасности и снижения трудоемкости процесса изготовления плоского колюще-ленточного заграждения из колюще-режущей ленты или проволоки.
После описания предложенного способа изготовления плоского колюще-ленточного заграждения специалистам в данной области знаний должно быть очевидным, что все вышеописанное является лишь иллюстративным, а не ограничительным, будучи представленным данным примером. Многочисленные возможные варианты реализации предложенного способа, в частности количество и частота скоб, размеры барабана, конструкция колюще-режущей ленты и т.п., могут изменяться в зависимости от технологических особенностей и возможностей производства, вида, размеров и назначения готовой продукции и, понятно, находятся в пределах одного из обычных и естественных подходов к типовому обычному конструированию в данной области знаний и рассматриваются находящимися в пределах объема предложенного технического решения.
Квинтэссенцией предложенного технического решения является то, что заготовка в виде бесконечной колюще-режущей ленты непрерывно наматывается на барабан, на котором и устанавливают скобы, формируя заграждение, и именно эти обстоятельства, в совокупности, позволяют приобрести предложенному способу вышеперечисленные и иные преимущества. Использование отдельных технологических операций, конструктивных элементов или узлов оборудования из всей совокупности заявленных, естественно, ограничивает спектр преимуществ, перечисленных выше, и не могут считаться новыми техническими решениями в данной области знаний, поскольку иные способы, подобные описанному, уже не требуют какого-либо творческого подхода от конструкторов и технологов, а потому не могут считаться результатами их творческой деятельности или новыми объектами интеллектуальной собственности, отвечающими требованиям законодательства для предоставления правовой охраны.
Формула изобретения
Способ изготовления плоского колюще-режущего заграждения, включающий формирование заготовки из непрерывной армированной колюще-режущей ленты и механическое соединение параллельных смежных участков ленты металлическими скобами, отличающийся тем, что заготовку формируют путем намотки ленты необходимой длины на вращающийся барабан практически без зазоров между витками с образованием бухты, а соединение параллельных смежных соседних витков ленты осуществляют в шахматном порядке с заданным шагом вдоль бухты, поворачивая барабан в требуемое для установки скоб положение, после чего бухту разрезают в продольном направлении, выпрямляют и растягивают витки до получения плоского колюще-режущего заграждения.