Patent Kasachstans: Nr. 22995
Autor: Tkatchenko Yuriy Wladimirowitch
Kapitel in der Internationalen Patentklassifikation: B21F 25/00 – Stacheldraht, Netze, Absperrungen, Drahtgeweben
Veröffentlicht am : 15.10.2010, Informationsblatt Nr. 10
Verfahren und Stanze für die Herstellung des Stachel- und Schneidbandes – Patent Kasachstans Nr. 22995

Die Verwendung: bei der Herstellung von Stachelbänden, die für die Produktion verschiedener Arten vom armierten Stachelband verwendet werden, u.a. des Stacheldrahtes Egoza und anderer Typen des Stacheldrahtes, der als das Hauptschutzelement in den Sicherheits- und Schutzabsperrungen verwendet wird, die für die Verhinderung des unbefugten Eindringens auf die Regimeobjekte bestimmt sind.
Das Wesen: die Technologie der Herstellung des Stachelbandes besteht darin, dass mehrere Stachelbände aus dem ganzheitlichen breiten Metallstreifen durch das Stanzen der paarigen Zahl der ovalen Öffnungen der Breite des Werkstückes nach auf dem bestimmten Abstand von der Mittellinie der Symmetrieachse jedes zukünftigen Stachel-/ Schneidbandes und durch das schachbrettartige Durchschneiden der Linien (weiter – Stege) zwischen den Kanten der der Länge nach angrenzenden ovalen Öffnungen gleichzeitig hergestellt werden. Auf solche Weise wird eine Vielzahl von gegenseitigen Paaren der Schneidelemente gebildet.
Das Stanzen der ovalen Öffnungen und das Durchschneiden der Stege zwischen ihnen erfüllt man aufeinanderfolgend in drei Stufen. In der ersten Stufe wird das Stanzen der ovalen paarigen Öffnungen der Breite des Werkstückes nach zweireihig erfüllt. In der zweiten Stufe, nach der Förderung des Werkstückes einen Takt vorwärts, wird das Durchschneiden der Hälfte der paarigen Stege zwischen den ovalen Öffnungen, die die identische Länge haben, durchgeführt.
In der dritten Stufe, nach der Förderung des Werkstückes noch einundeinhalb Takt vorwärts, wird das Durchschneiden der paarigen restlichen Stege, die in der anderen Linie im Werkstück liegen (die schachbrettartige Ordnung). Die Stanze für die Herstellung des Stachel-/ Schneidbandes besteht aus der Matrize und der Patrize, die mehrere Paare Durchschlagselemente enthält, jede von denen besteht aus zwei im Querschnitt ovalen fingerförmigen Durchschlagselementen für das Stanzen der ovalen Öffnungen im Werkstück, und aus den rechtwinkligen im Querschnitt Durchschlagselementen für das Durchschneiden der Stege zwischen den gemeinsamen ovalen Öffnungen im Streifen. Die ersten liegen in der Stanze zweireihig die Paare der ovalen fingerförmigen Durchschlagselemente, einen Takt der Förderung des Werkstückes vorwärts weiter liegt die erste Reihe der Hälfte der rechtwinkligen im Querschnitt Durchschlagselemente, die für das Durchschneiden der Hälfte der paarigen Stege zwischen den der Länge des Werkstückes nach gemeinsamen ovalen Öffnungen verwendet wird, noch einundeinhalb Takt der Förderung des Werkstückes vorwärts weiter liegt die zweite Reihe der zweiten Hälfte der rechtwinkligen im Querschnitt Durchschlagselemente in der schachbrettartigen Ordnung bezüglich der ersten Reihe für das Durchschneiden der restlichen Stege im Werkstück.
Technische Vorteile:
- keine Deformation der Stachel-/ Schneidbände;
- keine zusätzliche Zwischenoperation für das Ausstreichen der letzteren;
- Ununterbrochenheit vom Produktionsverfahren;
- Vereinfachung der Konstruktion der Stanze.
Die Erfindung gehört zur Produktion der Verbindungsmaterialien, u. z. zu der Ausrüstung und zu den Technologien, die bei der Produktion der Stachel-/ Schneidbände als Hauptangriffselement im Stacheldraht Egoza und in der Reihe anderer Arten des armierten Stachelbandes verwendet werden, die als Sicherheitsbarrieren ausgenutzt werden und für die Verhinderung des unbefugten Eindringens auf die Regimeobjekte bestimmt sind.
Die Stachelbände werden gewöhnlich durch das Kaltstanzen hergestellt.
Bei der herkömmlichen Weise der Herstellung wird der ganzheitliche breite Metallstreifen des Werkstückes schrittweise hinunter die Stanze heranbringt, deren Figurenpatrizen im Streifen ovale Elemente mit den gegensätzlich gerichteten Zacken durchschneiden. Solche Weise der Herstellung des Stachelbandes ist am meisten verbreitert in der Welt.
Weitbekannt ist die Herstellungsweise des Stachelbandes, bei der die symmetrischen äußeren geöffneten Vertiefungen im Werkstück aus dem verzinkten Metallstreifen von beiden Seiten gleichmäßig durchgeschlagen werden, die Stege zwischen denen eine Vielzahl von den gegensätzlich gerichteten Paaren der Elemente bilden, jeder von denen aus der Grundlage und den Zacken mit den gegensätzlich gerichteten Schneiden besteht. Die Schneidkante des Stachelbandes liegt an den äußeren Seiten des Elementes, und die Spitzen jeder der Zacken sind die Winkel, die zwischen der äußeren Seite und den Flanken des Elementes gebildet sind. Für das Stanzen von symmetrischen äußeren geöffneten Vertiefungen wirt die Stanze verwendet, die aus der Matrize und der Patrize besteht und enthält ovale fingerförmige Durchschlagselemente, die in der Patrize in einer Linie liegen, die hinsichtlich der Richtung der schrittweisen Förderung des Werkstückes hinunter die Stanze senkrecht ist. Solch eine Stanze gewährleistet die Herstellung des Stachelbandes je ein sein ganzheitlicher Arbeitszyklus. [s. Patent der Ukraine Nr. 41834 aus der Klasse B 21F 25/00, veröffentlicht am 24.04.2001].
Der Hauptmangel der obergenannten Herstellungsweise des Stachelbandes besteht darin, dass man bei ihrer Verwendung nur ein Stachel-/ Schneidband bekommt, was nicht rationell ist, denn die Leistung der Stanze lässt gewöhnlich mehrere Stachelbände gleichzeitig herstellen. Der Grund liegt im Ausgangswerkstück, das die Form des schmalen Metallstreifens hat, das seiner Breite nach nur einen Streifen des Schneidbandes herstellen lässt. Für die Erhöhung der Wirksamkeit der bekannten Weise soll ein breiter Metallstreifen als Ausgangswerkstück verwendet werden, aus dem man gleichzeitig mehrere Stachelbände herstellen könnte.
Der Hauptmangel der bekannten Stanze besteht darin, dass sie nur ein Paar der Durchschlagspatrizen enthält, das heißt, für die Herstellung eines Stachelbandes geeignet ist, was, wie schon erwähnt wurde, nicht rationell ist. Für die bedeutende Erhöhung der Produktivität der bekannten Stanze, sollte sie mit einer Vielzahl von Paaren der Patrizen in der Querrichtung ausgerüstet werden.
Von diesem Standpunkt aus ist die meistens nahe ihrem Wesen und dem erreichbaren Effekt nach, die als Prototyp genommen wird, jene Technologie der Herstellung des Stachelbandes, bei der aus dem ganzheitlichen breiten Metallstreifen gleichzeitig mehrere Stachelbände hergestellt werden. Das gelingt durch das gleichzeitige Stanzen der paarigen Zahl der ovalen Öffnungen der Breite des Werkstückes nach und in mehrere Reihen die Länge des Werkstückes entlang auf dem bestimmten Abstand von der Symmetrieachse jedes künftigen Stachelbandes.
Durch das gleichzeitige Durchschneiden in der schachbrettartigen Ordnung der Stege zwischen den Kanten der ovalen Öffnungen, die die identische Länge haben, für die Bildung einer Vielzahl von gegenseitigen Paaren der Stachel-/Schneidelemente. Jedes dieser Elemente besteht aus der Grundlage und den gegensätzlich gerichteten Zacken, die an den äußeren Seiten des Elements liegen. Als Spitzen jeder der Zacken gelten die Winkel, die zwischen der äußeren Seite und den Flanken des Elements gebildet sind, dabei wird bei dem Durchschneiden der Stege die äußere Kante des Elementes eines Stachel-/ Schneidbandes und zugleich die Kante des Mittelabschnittes des anschließenden Stachelbandes gebildet. Für die Verwirklichung der genannten Technologie wird die Stanze verwendet, die aus der der Matrize und der Patrize besteht, die mehrere Paare der Durchschlagselemente enthält. Jedes von ihnen besteht aus zwei ovalen fingerförmigen Durchschlagselemente für das Stanzen der ovalen Öffnungen im Streifen, zwischen denen die rechtwinklige Durchschlagselemente für das Durchschneiden der Stege zwischen den anschließenden ovalen Öffnungen im Metallstreifen liegen, dabei liegen alle Paare der Durchschlagselemente in einer Fläche, die der Richtung der schrittweisen Fortbewegung des Werkstückes hinunter die Stanze senkrecht ist. Solch eine Stanze ermöglicht aus einem ganzheitlichen breiten Metallstreifen gleichzeitig mehrere Stachelbände durch das gleichzeitige Stanzen der paarigen Zahl der ovalen Öffnungen der Breite des Werkstückes nach und in mehrere Reihen die Länge des Werkstückes entlang auf dem bestimmten Abstand von der Symmetrieachse jedes künftigen Stachelbandes herzustellen. Wie auch das gleichzeitige Durchschneiden in der schachbrettartigen Ordnung der Stege zwischen den Kanten der ovalen Öffnungen, die die identische Länge haben, für die Bildung einer Vielzahl der gegensätzlichen Paare der schneidenden Elemente des Bandes. Diese Stanze ist ihrem Wesen und dem erreichbaren Effekt nach meistens nahe, deswegen wird sie als Prototyp genommen [s. internationaler Antrag Nr. WO00/01501 aus der Klasse B21F 25/00, veröffentlicht am 13.01.2000].
Der Hauptmangel der bekannten Herstellungstechnologie des Stachelbandes besteht darin, dass das Stanzen der beträchtlichen Zahl der ovalen Öffnungen und das Durchschneiden einer Vielzahl von Stegen zugleich in einem Abschnitt der ganzen Breite des Werkstückes nach durchgeführt wird. Das führt zur überflüssigen Belastung auf das Werkstück, wegen deren es übermäßig deformiert wird oder überhaupt den lokalen oder völligen Bruch vom Metall haben kann. In beiden Fällen ist solch eine Beschädigung der Ganzheit des Stachelbandes unzulässig. In diesem Zusammenhang soll eine Pflichtoperation des Ausstreichens der Stachelbände in der Fläche für ihr weiteres dichtes Aufrollen auf die Bobinen in die Technologie zugegeben sein.
Der Hauptmangel der bekannten Stanze ist ihre zu komplizierte Konstruktion, denn in ihr befinden sich zwischen den Patrizen für das Stanzen der Öffnungen die Patrizen für das Durchschneiden der Stege, und alle Paare solcher komplizierten Patrizen liegen ohne irgendwelche Spalte voneinander auf einer Linie der ganze Breite der Stanze nach. Solche Stanze ist es ziemlich kompliziert herzustellen, dadurch wird sie automatisch zu einer teueren technologischen Ausrüstung, das, seinerseits, einen unerwünschten Einfluss auf den Selbstkostenpreis des Stachelbandes hat. Außerdem kann die zufällige Biege der mehreren Stachelbände im Bereich, wo sich eine Vielzahl von Patrizen befindet, bei dem Stanzen der ovalen Öffnungen und beim Zerstören der Stege zum Keilen der Stanze oder zu ihrem vollständigen Funktionsverlust führen.
In die Grundlage der Erfindung ist die Aufgabe der Erhöhung der Fertigungsgerechtheit der gleichzeitigen Herstellung von mehreren Stachelbänden und der Vereinfachung der Konstruktion der Stanze mit dem gleichzeitigen Abbau ihres Preises gestellt. Wie auch der bedeutenden Verminderung der Wahrscheinlichkeit des Erhaltens des Ausschusses mit dem gleichzeitigen Abbau des Selbstkostenpreises der Erzeugnisse. Das wird durch die Trennung im Raum und in der Zeit der Operationen des Stanzens der ovalen Öffnungen und des Durchschneidens der Stege zwischen ihnen auf Rechnung der Veränderung der Konstruktion der Stanze erreicht, u.a., durch die aufeinanderfolgende Anordnung in ihr der Arbeitselemente – der Patrizen für jede technologische Operation in den verschiedenen Flächen die Länge der Stanze entlang.
Die Lösung der gestellten Aufgabe wird durch die Technologie der Herstellung des Stachelbandes erreicht, bei der aus dem ganzheitlichen breiten Metallstreifen gleichzeitig mehrere Stachelbände durch das Stanzen der paarigen Zahl der ovalen Öffnungen der Breite des Werkstückes nach auf dem bestimmten Abstand von der Symmetrieachse jedes zukünftigen Stachelbandes hergestellt werden. Wie auch durch das schachbrettartige Durchschneiden der Stege zwischen den Kanten der ovalen Öffnungen, die die identische Länge haben, für die Bildung einer Vielzahl von gegenseitigen Paaren der Elemente. Jedes dieser Elemente besteht aus der Grundlage und den gegensätzlich gerichteten Zacken, die an den äußeren Flanken des Elementes liegen und als Spitzen jeder der Zacken gelten die Winkel, die zwischen der äußeren Seite und den Flanken des Elements gebildet sind. Dabei werden bei dem Durchschneiden der Stege die äußere Flanke des Elements eines Stachelbandes und zugleich die Flanke des Mittelabschnittes des anschließenden Stachelbandes gebildet. Dem Vorschlag gemäß wird das Stanzen der ovalen Öffnungen und das Durchschneiden der Stege zwischen ihnen aufeinanderfolgend in drei Stufen erfüllt, in der ersten aus denen das Stanzen der ovalen paarigen Öffnungen der Breite des Werkstückes nach zweireihig geschieht. In der zweiten Stufe, nach der Förderung des Werkstückes einen Takt vorwärts, wird das Durchschneiden der Hälfte der paarigen Stege zwischen den ovalen Öffnungen, die die identische Länge haben, durchgeführt. In der dritten Stufe, nach der Förderung des Werkstückes noch einundeinhalb Takt vorwärts, wird das Durchschneiden der paarigen restlichen Stege, die in der anderen Linie im Werkstück liegen, durchgeführt.
Die Lösung der gestellten Aufgabe wird auch dadurch erreicht, dass die Stanze für die Herstellung des Stachelbandes aus der Matrize und der Patrize besteht, die mehrere Durchschlagselemente enthält. Jedes von ihnen besteht aus zwei im Querschnitt ovalen fingerförmigen Durchschlagselementen für das Stanzen der ovalen Öffnungen im Werkstück, und rechtwinklige im Querschnitt Durchschlagselemente für das Durchschneiden der Stege zwischen den gemeinsamen ovalen Öffnungen im Streifen. Dem Vorschlag gemäß liegen die ersten in der Stanze zweireihig die Paare der ovalen im Querschnitt fingerförmigen Durchschlagselemente. Hinter ihnen, einen Takt der Förderung des Werkstückes vorwärts weiter, liegt die erste Reihe der Hälfte der rechtwinkligen im Querschnitt Durchschlagselemente für das Durchschneiden der Hälfte der paarigen Stege zwischen den der Werkstückslänge nach gemeinsamen ovalen Öffnungen. Hinter ihnen, noch einundeinhalb Takt der Förderung des Werkstückes vorwärts weiter liegt in der schachbrettartigen Ordnung bezüglich der ersten Reihe die zweite Reihe der zweiten Hälfte der rechtwinkligen im Querschnitt Durchschlagselemente für das Durchschneiden der restlichen Stege im Werkstück. Die schrittweise Umwandlung des ganzheitlichen breiten Metallstreifens in mehrere Stachelbände erfolgt zu verschiedenen Zeiten und in den verschiedenen Bereichen, dass die gesamte Zeit der Herstellung des Erzeugnisses gar nicht verlängert. Denn das Stachelband wird völlig je ein Arbeitszyklus der Stanze hergestellt. Das Außenmaß der Ausrüstung wird auch nicht größer. Diese Technologie lässt doch alle Mängel beheben, die für den Prototyp charakteristisch sind, auf die Sonderoperation des Ausstreichens der Stachelbände vor ihrem Aufrollen auf die Bobinen verzichten.
Die vorgeschlagene Lage der Arbeitsdurchschlagselemente in der Patrize und der entsprechenden Öffnungen in der Matrize der Stanze vereinfacht sie höchstens baulich, schließt die Möglichkeit vom übermäßigen Deformieren oder Zusammendrehen der Stachelbände unmittelbar unter der Stanze aus. Das heißt, diese Technologie abwendet die Störung der Ununterbrochenheit vom technologischen Prozess und lässt die Gründe für den Bruch der Patrize vermeiden. Die wesentliche Vereinfachung der Konstruktion der Stanze lässt ihren Preis herabsetzen, wie auch dadurch den Selbstkostenpreis des Stachelbandes, das mit ihrer Hilfe hergestellt wird. Es ist klar, dass sich die Abmessungen, die Ovalform der Durchschlagselemente (der Patrizen) in der Stanze abhängig von der Abmessungen des Stachelbandes und der Form seiner Schneidelemente, dem Abstand zwischen ihnen und s.w. verändern können.
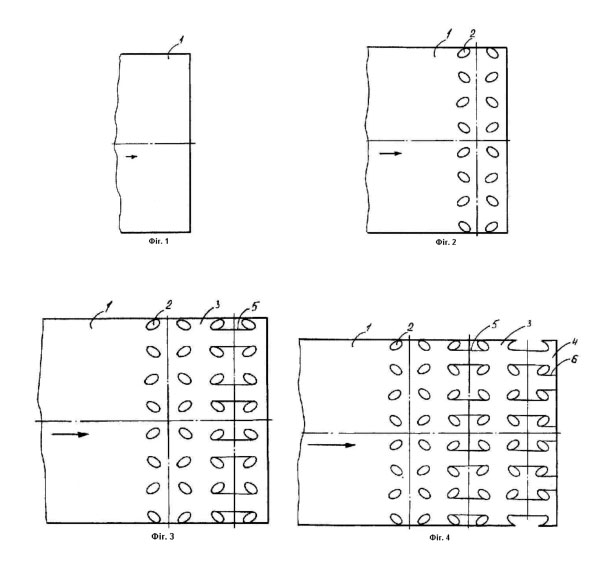
Das Wesen der vorgeschlagenen technischen Lösung wird zusammen mit dem Bildmaterial, in dem die Aufeinanderfolge vom technologischen Prozess der Herstellung von mehreren Stachelbänden aus einem ganzheitlichen breiten Metallstreifen abgebildet ist, weiter erklärt, u.z.:
- Fig. 1 – die Zuführung des ganzheitlichen breiten Metallstreifens (des Werkstückes) in die Arbeitszone der Stanze;
- Fig. 2 – die erste Stufe – das Stanzen der ovalen paarigen Öffnungen der Breite des Werkstückes nach zweireihig;
- Fig. 3 – die zweite Stufe – das Durchschneiden der Hälfte der paarigen Stege zwischen den gemeinsamen ovalen Öffnungen die Länge des Werkstückes entlang;
- Fig. 4 – die dritte Stufe – das Durchschneiden der restlichen paarigen Stege, die in der anderen Linie im Werkstück liegen (die schachbrettartige Ordnung) (endgültige Teilung des Werkstückes auf die einzelnen Stachelbände);
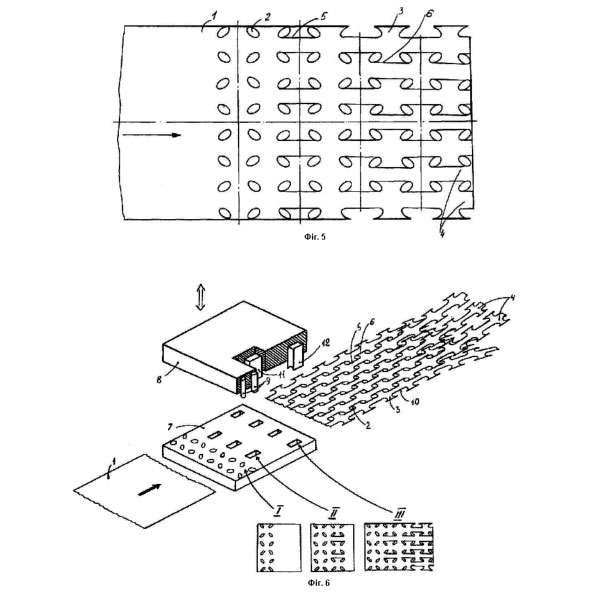
- Fig. 5 – das Herausgehen von mehreren fertigen Stachelbänden aus der Arbeitszone der Stanze;
- Fig. 6 – die Gesamtansicht der Matrize und der Patrize der vorgeschlagenen Stanze im Herstellungsprozess von mehreren Stachelbänden aus einem breiten Werkstück. Mit den einfachen Pfeilen ist die Richtung der Fortbewegung des Werkstückes die Arbeitszone der Stanze entlang gezeigt, mit der zweifachen – die Richtung der Bewegung der Patrize der Stanze. Mit den römischen Zahlen auf der Figur Nr. 6 sind die Stufen der Umwandlung des ganzheitlichen Werkstücks in mehrere Stachelbände bezeichnet, und mit den arabischen Ziffern – die Veränderung des Werkstückes in der entsprechenden Stufen.
Die vorgeschlagene Weise der gleichzeitigen Herstellung von mehreren Stachelbänden ist so. Der ganzheitliche breite Metallstreifen – das Werkstück 1- führt man in die Arbeitszone der Stanze zu. In der ersten Stufe stanzt man im Werkstück 1 zweireihig die ovalen paarigen Öffnungen 2 der ganzen Breite des Werkstückes 1 nach. Nach dem Stanzen der genannten ovalen Öffnungen 2 fördert man das Werkstück 1 weiter in die Stanze einen Takt vorwärts, der der Breite von Elementen 3 der Stachelbände 4 gleich ist. In der zweiten Stufe wird das Durchschneiden des Anteils der paarigen Stege 5 zwischen den gemeinsamen ovalen Öffnungen 2 die Länge des Werkstückes 1 entlang durchgeführt. Der nicht durchgeschnittene Anteil der Stege 5 vorbeugt eine übermäßige Deformation des Werkstückes. Bei dem Durchschneiden der Stege 5 in der zweiten Stufe wird in der ersten Position wieder das Stanzen der ovalen Öffnungen 2 im ganzheitlichen Teil des Werkstückes 1 erfolgt, das bei der Förderung hinunter die Stanze geraten wurde. Nach dem Durchschneiden des Anteils der Stege 5 fördert man das Werkstück 1 hinunter die Stanze noch einen solchen Takt vorwärts weiter. In der dritten Stufe wird das Durchschneiden der restlichen paarigen Stege 6, die in der anderen Linie im Werkstück 1 liegen (die schachbrettartige Ordnung), durchgeführt. In dieser Stufe wird die endgültige Teilung des Werkstückes 1 auf die einzelnen Stachel-/ Schneidbände durchgeführt, die, bei der weitern stufenweisen Förderung des Werkstücks 1, aus der Arbeitszone der Stanze herausgehen und auf die Bobinen gewickelt werden (wegen der Offenkundigkeit nicht gezeigt).
Gleichzeitig damit wird in jeder Stufe die Wiederholung der Operationen des Stanzens der Öffnungen 2 und des Durchschneidens der Stege 5 durchgeführt.
Also, die stufenweise Herstellung von mehreren Stachelbänden 4 mit der aufeinanderfolgenden Trennung des Werkstückes 1 im Raum lässt die Belastung auf das Werkstück 1 abnehmen.
Die vorgeschlagene Stanze hat die Matrize 7 und die Patrize 8. Die Patrize 8 hat mehrere paarige nacheinander liegende und ihrer Form nach verschiedene Durchschlagselemente. Die ersten liegen hintereinander querdurch die Stanze zweireihig aufeinanderfolgend die ovalen im Querschnitt Durchschlagselemente 9 für das Stanzen der ovalen Öffnungen 2 im Werkstück 1. Der Abstand zwischen den Reihen der ovalen Durchschlagselemente 9 wird durch die Größe der „Tasche“ 10 des Stachelbandes 4 bestimmt. Einen Takt der Förderung des Werkstückes 1 vorwärts hinter den ovalen im Querschnitt Durchschlagselementen 9 liegt der erste Teil der rechtwinkligen im Querschnitt Durchschlagselemente 11 für das Durchschneiden des Anteils von paarigen Stege 5 zwischen den ovalen Öffnungen 2, die die identische Länge im Werkstück 1 haben, hinter ihm, einundeinhalb Takt der Förderung des Werkstücks 1 vorwärts weiter liegt in der schachbrettartigen Ordnung der zweite Teil der rechtwinkligen im Querschnitt Durchschlagselemente 12 für das Durchschneiden der übrigen Stege 6 für die endgültige Trennung des Werkstückes 1 auf die einzelnen und konstruktiv völlig gebildeten Stachelbände 4.
Die unteren Stirnseiten der Durchschlagselemente 9, 11, 12 können wie flach, als auch ins Innere der Patrizen ausgebogen sein – das spielt aber keine Rolle, weil das keinen Einfluss auf die Herstellungstechnologie des Stachelbandes 4 ausübt. Alle fingerförmigen Durchschlagselemente 9, 11, und 12 haben einfache Konstruktion, sind in die verschiedenen Flächen die Länge der Stanze entlang gelegt, was ihre Konstruktion vereinfacht und die Renovierung erleichtert.
Wenn das Ausgangswerkstück 1 bezüglich der Gesamtbreite von mehreren Stachelbänden 4 breiter ist, schneidet man es der Breite nach bis zur bestimmten Größe ab (zu diesem Zweck kann die Stanze mit den zusätzlichen Scherstempeln ausgestattet sein, die wegen ihre Offenkundigkeit nicht gezeigt sind), oder man stellt aus den randseitigen Abschnitten die Stachelbände mit den seltenen unpaarigen Elementen her.
Der wesentliche Unterschied der angemeldeten Technologie von den früher bekannten liegt darin, dass die Operationen des Stanzens der Öffnungen und des Durchschneidens der Stege in der Zeit und im Raum durch die Anordnung der Durchschlagselemente der Stanze in der verschiedenen Flächen getrennt sind. Der genannte Unterschied lässt die Herstellungstechnologie von mehreren Stachelbänden aus einem ganzheitlichen Werkstück grundsätzlich verändern, u.a. das Deformieren der Stachelbände unter der Stanze vermeiden, ihre (der Stanze) Herstellung vereinfachen. Keine der bekannten Produktionsweisen von Stachelbänden kann ähnliche Eigenschaften haben, weil alle Operationen an einem Ort durchgeführt werden oder überhaupt, die Technologie nur ein Stachelband herstellen lässt.
Keine der bekannten Stanzen für die Herstellung der Stachelbände kann die genannten Eigenschaften haben, weil alle ihre Durchschlagselemente zusammen in einer Fläche der Breite der Stanze nach liegen.
Die angebotene technische Lösung wurde praktisch geprüft. Das Verfahren und die Stanze enthalten keine Elemente oder Operationen, die in der modernen Etappe der Entwicklung der Wissenschaft und der Technik nicht wiederhergestellt werden könnten, u.a. bei der Produktion der Stachelbände. Das bedeutet, dass die Technologie für die industrielle Verwendung geeignet ist, bestimmte Vorteile bezüglich der bekannten Verfahren und Stanzen dank der vorgeschlagenen Veränderungen hat, die die Wirkung der Patrizen auf das Werkstück betreffen.
Das alles bestätigt die Erreichung vom anmeldenden Objekt des technischen Resultats.
In den bekannten Informationsquellen wurden keine ähnlichen Verfahren und Stanzen
für die Produktion der Stachelbände mit den angegebenen wesentlichen Merkmalen entdeckt, deswegen werden sie für solche gehalten, die den Rechtsschutz erhalten können.
Zu den wesentlichen technischen Vorteilen der angebotenen technischen Lösung kann man verglichen mit den Prototypen Folgendes zuordnen:
- keine Deformierung der Stachelbände unter der Stanze dadurch, dass die endgültige Trennung des Werkstückes in die einzelnen Streifen bei seinem Ausgang aus der Stanze erfolgt;
- keine Notwendigkeit in einer zusätzlichen Zwischenoperation des Ausstreichens der Stachelbände wegen des Fehlens der übermäßigen Deformierung der letzteren;
- die Ununterbrochenheit der Herstellungstechnologie der Stachelbände dank der Ausschließung der Möglichkeit des Geratens der Bände in die Öffnungen der Matrize der Stanze;
- die Vereinfachung der Konstruktion der Stanze dank der Anordnung der Patrizen im Raum.
Den sozialen Effekt von der Verwendung des vorgeschlagenen Verfahrens und der Stanze für die Herstellung der Stachelbände, verglichen mit der Verwendung des Prototyps, bekommt man auf Rechnung der Steigerung der Quantität und der Zuverlässigkeit des Schutzes der bewachten Objekte infolge der Verbilligung der Stachelbände, und demzufolge auch des Stacheldrahtes Egoza, der aufgrund dieses Stachelbandes hergestellt wird. Das macht die Schutzabsperrungen für den breiten Kreis der Verbraucher preiswert.
Den wirtschaftlichen Effekt von der Einführung der Erfindung, verglichen mit der Verwendung der bekannten technischen Lösungen, bekommt man aufgrund der Senkung des Preises der Stachelbände und der Stanzen für ihre Herstellung.
Nach der Beschreibung der oben erwähnten Technologie und der Stanze für die Herstellung des Stachelbandes soll es den Spezialisten in diesem Wissensbereich offensichtlich sein, dass alles Oberbeschriebene nur illustrativ, sondern nicht einschränkend ist, selbst wenn es als Muster vorgestellt wird. Die zahlreichen möglichen Modifizierungen und andere Varianten der Verwirklichung des angebotenen Verfahrens, u.a. was die Zahl der erhaltenen Stachelbände, die Verwendung der Kanten des Werkstückes und s. w. betrifft, können sich in verschiedener Korrelation verändern. Die Stanze kann auch konstruktiv verändert werden, was die Zahl der Patrizen, ihre Konstruktion, den Abstand zwischen ihnen, die Verwendung der Kanten des Werkstückes oder sein Abschneiden betrifft. Alle diesen Veränderungen liegen selbstverständlich innerhalb des Umfanges einer der gewöhnlichen und der natürlichen Herangehensweisen in diesem Kenntnisbereich und daher werden sie als solche betrachtet, die innerhalb des Umfanges dieser technischen Lösung liegen.
Zusammenfassung der angebotenen technischen Lösung: die Operationen der Umwandlung des ganzheitlichen breiten Werkstückes in einzelne Stachelbände verlaufen stufenweise zu verschiedenen Zeiten dank der angebotenen konstruktiven Veränderungen der Stanze und gerade dieser Umstand lässt der angebotenen Technologie die aufgezählten und die anderen Vorteile bekommen. Die Veränderung und die Verwendung nur der einzelnen Stufen der Herstellungstechnologie von Stachelbänden, oder der einzelnen konstruktiven Elemente der Stanze, beschränken natürlich das Spektrum der oben aufgezählten Vorteile, können entsprechend nicht als die neuen technischen Lösungen in diesem Wissensbereich gelten. Weil das andere, ähnliche dem beschriebenen Verfahren und die Stanze von den Konstrukteuren und den Ingenieuren keine schöpferische Herangehensweise mehr fordern wird, kann es/sie deswegen nicht als Resultate ihrer schöpferischen Tätigkeit oder als die neuen Objekte des geistigen Eigentums gelten, die die Schutzdokumente vorsehen.