Патент Росії: №2569609
Автор: Ткаченко Юрій Володимирович
Розділ МПК: B21F 29/00 – Виготовлення огорож або подібних виробів, що частково виконуються з дроту
Розділ МПК: E04H 17/04 – Огорожі, огорожі, загони для худоби, які характеризуються використанням дроту особливого призначення, наприклад, колючого дроту
Розділ МПК: B21F 27/08 – Виготовлення дротяної тканини, тобто дротяних сіток, з додатковими сполучними елементами або матеріалами в місцях перетину дроту
Опубліковано: 27.11.2015, бюл. № 33
Спосіб виготовлення плаского колючо-ріжучого загородження «Акація»

Винахід відноситься до виготовлення захисних периметрів об'єктів від несанкціонованого проникнення на їх територію фізичних осіб, техніки і тварин. Спосіб включає намотування на барабан безперервної армованої колючо-ріжучої стрічки необхідної довжини практично без зазорів між витками і з'єднання механічним способом уздовж бухти паралельних суміжних сусідніх витків стрічки між собою за допомогою металевих скоб в шаховому порядку і з заданим кроком. При цьому барабан повертають в потрібне для установки скоб положення. Після установки скоб по всьому діаметру бухти її розрізають в поздовжньому напрямку, випрямляють в площину і розтягують витки до отримання плоского колючо-стрічкового загородження. Підвищується продуктивність, спрощується технологія виготовлення, забезпечується можливість повної автоматизації процесу.
Корисна модель відноситься до галузі будівництва, конкретніше області виготовлення інженерних споруд, які можуть бути використані в народному господарстві при зведенні механічних загороджень для захисту периметрів об'єктів від несанкціонованого проникнення на їх територію фізичних осіб, техніки і тварин.
Відомий спосіб виготовлення плоского сітчастого полотна з колючо-ріжучої стрічки, що полягає в попередньому виготовленні колючо-ріжучої стрічки і змотуванні її в бухти, в розміщенні певної кількості бухт на барабанах (кількість бухт колючо-ріжучої стрічки визначається розміром (висотою) майбутнього полотна), подачі колючо-ріжучих стрічок паралельним набором під штамп, за допомогою якого створюються локальні вигини в стрічках на певній відстані один про одного і визначають розмір осередків (крок) полотна, в які укладають поперечний набір також з колючо-ріжучих стрічок (також розмотуємих з бухт, але вже з інших), затисканні поперечних стрічок в локальних вигинах стрічок першого набору, після чого ножицями відрізають готове полотно [см. пат. Росії №2111921, кл. B21F 27/12, опубл. 27.05.1998 р, бюл. №19].
Основним недоліком відомого способу виготовлення сітчастого плоского полотна є громіздкість устаткування, необхідного для виготовлення полотна, і ненадійність з'єднання двох наборів стрічок між собою в місцях їх перетину - колючо-ріжучі стрічки просто затискаються одна між інший, що дає можливість їх роз'єднання без особливих зусиль, наприклад, шляхом відтягування поперечної стрічки до її виходу з вигину поздовжньої стрічки.
Цей недолік усунуто в відомому способі виготовлення плоского сітчастого полотна з колючо-ріжучої стрічки, який передбачає попереднє виготовлення прямолінійною армованої колючо-ріжучої стрічки, відрізання від неї прямолінійних заготовок мірної довжини, викладання першого набору паралельних заготовок, накладення на нього під кутом другого набору паралельних заготовок і зварювання між собою стрічок в місцях їх перетину точковим контактним зварюванням [см. пат. Франції №2758485, кл. B21F 25/00, опубл. 24.07.1998 р, бюл. №30].
Основними недоліками цього технічного рішення є високі трудомісткість і енергоємність процесу виготовлення сітчастого полотна, що обумовлено використанням зварювального обладнання, а також необхідністю попереднього виготовлення двох наборів прямолінійних відрізків з колючо-ріжучих стрічок з подальшим викладанням їх на стенді з певним кроком напівфабрикату полотна і зварювання стрічок між собою в місцях перетину.
Цей недолік усунуто в відомому способі виготовлення плоского сітчастого полотна з колючо-ріжучої стрічки, що полягає в попередньому виготовленні мірних відрізків армованої колючо-ріжучої стрічки, викладки набору паралельних заготовок і з'єднанні між собою суміжних заготовок в шаховому порядку механічним способом за допомогою скоб [см. пат. Україна №80487, кл. E04H 17/04, B21F 27/00, опубл. 27.05.2013 р, в бюл. №10].
Основним недоліком цього технічного рішення є також низька продуктивність способу через необхідність в попередньому виготовленні набору прямолінійних відрізків армованих колючо-ріжучих стрічок і їх викладенні їх на стенді з певним кроком.
Найбільш близьким за своєю сутністю і досягаємому ефекту, що приймається за прототип, є спосіб виготовлення плоского колючо-стрічкового загородження, при якому нескінченну армовану колючо-ріжучий стрічку укладають зигзагом на стенд, який представляє собою раму зі штирями, які огинає стрічка при зміні напрямку зигзага, і з'єднують між собою суміжні паралельні ділянки в шаховому порядку механічним способом за допомогою металевих скоб, після чого готове полотно змотують в рулон для зручності транспортування [см. пат. Росії №64541, кл. B21F 27/12, E04H 17/04, опубл. 10.07.2007 р. в бюл. №19].
Основним недоліком відомого технічного рішення є низька продуктивність способу, що обумовлено необхідністю попередньої викладки зигзагом колючо-ріжучої стрічки на стенді. Цей процес здійснюється ручним способом, оскільки проектування пристосування для цієї мети є економічно недоцільним, так як стенд має площинну конструкцію досить великих розмірів.
Другим істотним недоліком відомого способу є те, що з його допомогою можна виготовляти полотно тільки одного розміру, що визначається розмірами стенду. Тобто відомий спосіб не універсальний.
Третім суттєвим недоліком відомого способу є те, що з його допомогою можна виготовляти полотна тільки невеликого розміру, що визначається можливістю працівника дотягнутися руками до центру полотна під час проставляння їм металевих скоб.
В основу винаходу поставлена задача спрощення технології виготовлення плоского колючо-стрічкового загородження з одночасним підвищенням його функціонально-технічних можливостей за рахунок можливості отримання сітчастого загородження будь-якої довжини шляхом зміни принципу укладання на стенд безперервної колючо-ріжучої стрічки.
Рішення поставленого завдання досягається тим, що в способі виготовлення плоского колючо-стрічкового загородження, при якому безперервну армовану колючо-ріжучу стрічку укладають на стенд і з'єднують між собою суміжні паралельні ділянки стрічки в шаховому порядку механічним способом за допомогою металевих скоб, відповідно до винаходу колючо-ріжучу стрічку намотують на барабан практично без зазорів між витками, а паралельні сусідні витки стрічки з'єднують між собою в шаховому порядку з певним кроком уздовж бухти, кожний раз повертаючи барабан в положення, зручне для установки скоб працівником або автоматичними кліщами, а після завершення установки скоб по всьому діаметру бухти її розрізають в поздовжньому напрямку, розправляють і розтягують в площині відразу ж або на місці монтажу захисного загородження.
Завдяки тому, що безперервна колючо-ріжуча стрічка намотується на барабан одночасно з процесом її виготовлення, з технології повністю виключаються операції її попередньої підготовки (виготовлення відрізків, викладки на стенд одним або двома наборами), отже, запропонований спосіб гранично спрощує процес виготовлення плоского колюще-стрічкового загородження, і саме таким чином забезпечуються максимальна продуктивність і продуктивність запропонованого способу.
Завдяки намотуванню безперервної колючо-ріжучої стрічки на барабан, можна виготовляти плоске колюче-стрічкове загородження будь-яких розмірів по довжині. Барабан, який використовується в якості стенда, робить запропонований спосіб дійсно універсальним, оскільки не має обмежень щодо довжини одержуваного колючо-стрічкового загородження.
Завдяки тому, що під час з'єднання витків стрічки скобами барабан провертається, повертаючи бухту в місцях установки скоб безпосередньо до працівника, йому створюється додаткова зручність - немає необхідності переміщатися з одного місця на інше, тобто з'єднувати витки скобами з однієї робочої позиції, таким чином, забезпечується максимальна продуктивність і безпеку праці.
Таким чином, вся сукупність істотних ознак запропонованого технічного рішення, отриманих завдяки внесенню технологічних удосконалень в спосіб виготовлення плоского колючо-стрічкового загородження з колюче-ріжучої стрічки, забезпечує досягнення певного позитивного технічного результату, сформульованого в постановці завдання.
Подальша суть винаходу пояснюється кресленнями, на яких зображено наступне:
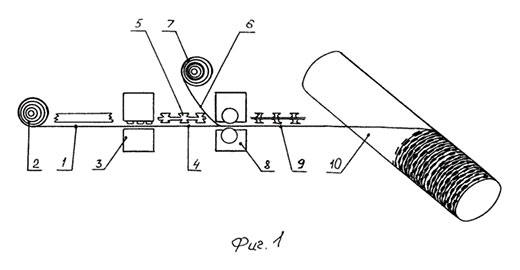
- фіг. 1 - стенд для виготовлення плоского колючо-стрічкового загородження з колюче-ріжучої стрічки, вид збоку;
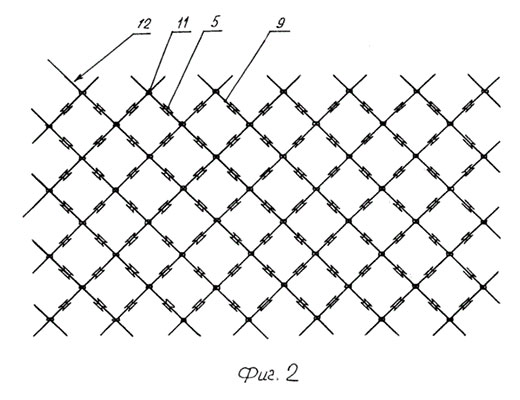
- фіг. 2 - зовнішній вигляд плоского колючо-стрічкового загородження з колюче-ріжучої стрічки, отриманого запропонованим способом.
Запропонований спосіб виготовлення плоского колючо-стрічкового загородження «Акація» з колючо-ріжучої стрічки полягає в наступному.
Суцільну металеву стрічку 1 з бухти 2 подають в штамп 3, де з неї формується колюча стрічка 4 з вражаючими елементами 5. Металевий дріт 6 подають з бухти 7 в пристосування 8 (наприклад, валковий прес), в якому колюча стрічка 4 армується металевою дротом 6. Отримана таким чином колючо-ріжуча стрічка 9 намотується на барабан, що обертається 10. Після намотування на барабан 10 колючо-ріжучої стрічки 9 необхідної довжини (метражу) технологічне обладнання зупиняють і працівник (або відповідне пристосування, наприклад, маніпулятор) за допомогою кліщів (або іншого відомого інструменту) з'єднує паралельні сусідні витки колючо-ріжучої стрічки 9 скобами 11 між собою в шаховому порядку вздовж бухти, кожен раз провертаючи барабан 10 в положення, що забезпечує зручність для установки скоб 11 працівником або автоматичними кліщами. Після завершення установки скоб 11, бухту розрізають в поздовжньому напрямку і випрямляють в площину. Далі розтягують витки, отримуючи колючо-ріжуче загородження 12. Формування плоского колючо-стрічкового загородження 12 можна зробити відразу або на місці монтажу колючо-ріжучої загородження 12 при зведенні бар'єру безпеки.
Запропоноване технічне рішення перевірене на практиці. Запропонований спосіб виготовлення сітчастого колючо-стрічкового загородження «Акація» не містить в своєму складі жодної технологічної операції або технологічного обладнання, які неможливо було б здійснити на сучасному етапі розвитку науки і техніки, зокрема в області виготовлення огорож і бар'єрів безпеки, отже, є промислово придатним, має технічні та інші переваги перед відомими аналогами, що підтверджує можливість досягнення технічного результату заявляємим об'єктом. У відомих джерелах патентної та іншої науково-технічної інформації не виявлено подібних способів виготовлення сітчастих плоских загороджень з колючо-ріжучих стрічок або дротів, з вказаною в реченні сукупністю суттєвих ознак, тому запропоноване технічне рішення відповідає критерію «новизна».
Істотна відмінність заявленого способу виготовлення колючо-стрічкового загородження від раніше відомих полягає в тому, що заготовка з колючо-ріжучої стрічки формується безперервно і не має проміжних технологічних операцій. Зазначене відміну забезпечує безупинне отримання загородження, максимальну продуктивність, зручність і безпеку для працівників, можливість отримувати плоске загородження будь-яких розмірів по довжині. Жоден з відомих способів виробництва плоских колючо-стрічкових загорож з колючих стрічок або дротів не може одночасно мати всі перераховані властивості, оскільки не передбачає в своєму складі всієї сукупності заявлених в пропозиції істотних ознак.
До технічних переваг запропонованого технічного рішення, у порівнянні з прототипом, можна віднести наступне:
- значне підвищення продуктивності процесу за рахунок відсутності проміжних операцій з виготовлення окремих деталей майбутнього загородження, а також за рахунок того, що в якості заготовки, причому тільки однієї, використовується безперервна колючо-ріжуча стрічка, яку намотують на барабан;
- граничне спрощення технології і зниження трудомісткості виготовлення загородження з тієї ж причини;
- універсальність за рахунок того, що, завдяки використанню в якості стенда обертового барабана, можна виготовляти плоскі загородження будь-якої довжини;
- висока безпека і зручність проставляння скоб за рахунок можливості повороту бухти в робочу зону за допомогою барабана;
- можливість повної автоматизації процесу виготовлення загородження за рахунок використання кліщів для установки скоб з однієї технологічної позиції.
Економічний ефект від впровадження запропонованого технічного рішення, у порівнянні з використанням прототипу, отримують за рахунок зниження вартості виготовлення плоского колючо-стрічкового загородження внаслідок зменшення проміжних технологічних операцій.
Соціально-споживчий ефект від впровадження запропонованого технічного рішення, у порівнянні з використанням прототипу, отримують за рахунок підвищення безпеки і зниження трудомісткості процесу виготовлення плоского колючо-стрічкового загородження з колюче-ріжучої стрічки або дроту.
Після опису запропонованого способу виготовлення плоского колючо-стрічкового загородження фахівцям в даній області знань повинно бути очевидним, що все вищеописане є лише ілюстративним, а не обмежувальним, будучи представленим даним прикладом. Численні можливі варіанти реалізації запропонованого способу, зокрема кількість і частота скоб, розміри барабана, конструкція колючо-ріжучої стрічки і т.п., можуть змінюватися в залежності від технологічних особливостей і можливостей виробництва, виду, розмірів і призначення готової продукції і, зрозуміло, знаходяться в межах одного зі звичайних і природних підходів до типового звичайному конструювання в даній галузі знань і розглядаються знаходяться в межах обсягу запропонованого технічного рішення.
Квінтесенцією запропонованого технічного рішення є те, що заготовка у вигляді нескінченної колючо-ріжучої стрічки безперервно намотується на барабан, на якому і встановлюють скоби, формуючи загородження, і саме ці обставини, в сукупності, дозволяють придбати запропонованому способу вищеперелічені і інші переваги. Використання окремих технологічних операцій, конструктивних елементів або вузлів устаткування з усієї сукупності заявлених, природно, обмежує спектр переваг, перерахованих вище, і не можуть вважатися новими технічними рішеннями в даній галузі знань, оскільки інші способи, подібні описаному, вже не потребують будь-якого творчого підходу від конструкторів і технологів, а тому не можуть вважатися результатами їх творчої діяльності або новими об'єктами інтелектуальної власності, що відповідають требов данням законодавства для надання правової охорони.
Формула винаходу
Спосіб виготовлення плоского колючо-ріжучого загородження, що включає формування заготовки з безперервної армованої колючо-ріжучої стрічки і механічне поєднання паралельних суміжних ділянок стрічки металевими скобами, що відрізняється тим, що заготовку формують шляхом намотування стрічки необхідної довжини на обертовий барабан практично без зазорів між витками з утворенням бухти, а з'єднання паралельних суміжних сусідніх витків стрічки здійснюють в шаховому порядку з заданим кроком уздовж бухти, повертаючи барабан в необхідне для установки скоб положення, після чого бухту розрізають в поздовжньому напрямку, випрямляють і розтягують витки до отримання плоского колючо-ріжучого загородження.