Patente de Rusia: No.91015
Autor:: Yuriy Vladimirovich Tkachenko
Sección de la Clasificación Internacional de Patentes (IPC): B21F 25/00 – Alambre espinoso, mallazos, cercas, telas hechas de alambre
Publicada:: el 27.01.2010
Estampa para la fabricación del alambre de navajas y de corte – patente de Rusia No.91015

Uso: en el equipo destinado para la fabricación del alambre de navajas y de corte, el alambre espinoso Egoza que se usa como las barreras de seguridad y está destinado para prevenir la penetración no autorizada en los objetos de régimen especial. Esencia: la estampa consiste de una matriz y un punzón, que contiene varios pares de los elementos de perforación, cada uno de los cuales consta de dos elementos de perforación en forma de dedo, de sección ovalada en la pieza bruta, y de los elementos de perforación, de sección rectangular, para cortar las junturas entre los orificios ovalados comunes en la barra. En la estampa los primeros que están localizados son dos filas de pares de los elementos ovalados de perforación en forma de dedo, después de los cuales a la distancia de un paso de hacer avanzar la pieza bruta está la primera fila de la mitad de los elementos de perforación, de sección rectangular, que se utiliza para cortar la mitad de las junturas pareadas entre los orificios ovalados comunes por la longitud de la pieza bruta, detrás de la cual a la distancia adicional de un paso y medio del movimiento de la pieza bruta está en orden escaqueado la segunda fila de la segunda mitad de los elementos de perforación, de sección rectangular para cortar el resto de las junturas. Ventajas técnicas: ausencia de deformación excesiva del alambre de navajas y de corte debajo de la estampa; ausencia de cualquiera operación intermedia adicional de alineación de los alambres de navajas y de corte; continuidad de la tecnología de producción de los alambres de navajas y de corte; simplificación del diseño de la estampa.
El modelo de invención se refiere a la producción de artículos metálicos, es decir, a la instalación utilizada en la producción de los alambres de navajas y de corte que se usan como barreras de seguridad y diseñados para evitar la penetración no autorizada en los objetos de régimen especial.
Para fabricación de los alambres de navajas y de corte más a menudo utilizan estampas. Una barra de metal continua de la pieza bruta, se avanza paso a paso debajo de la estampa, los punzones de forma perfilada de la cual cortan los elementos, en mayoría de los casos ovalados, con las espigas orientadas en direcciones opuestas en la barra. Tal método de fabricación del alambre de navajas y de corte es más común en el mundo.
Así, por ejemplo, es conocido el método de fabricación del alambre de navajas y de corte que consiste en el hecho de que en una pieza bruta en forma de la barra metálica estrecha, a ambos lados de manera uniforme hacen la perforación de los huecos simétricos, externos y abiertos, las junturas entre los cuales forman un gran número de pares opuestos de los elementos, cada uno de los cuales consiste de la base y las espigas, orientadas en direcciones opuestas, que están situadas en los lados exteriores del elemento, y las puntas de cada una de las espigas son los ángulos formados entre el lado exterior y los lados laterales del elemento. Para perforar los huecos abiertos, externos y simétricos, utilizan la estampa que consiste de la matriz y el punzón. La estampa contiene las herramientas de perforación ovaladas en forma de dedo, localizadas en ella en una línea directamente perpendicular a la dirección del movimiento de la pieza bruta para la estampa que se realiza paso a paso. Esta estampa facilita la fabricación del alambre de navajas y de corte en un ciclo completo de su accionamiento [ver Patente de Ucrania No.41834 para la clase B21F 25/00 publicada el 24.04.2001].
La desventaja principal de la estampa conocida consiste en lo que contiene sólo un par de punzones golpeantes de perforación, es decir, está adaptada a la fabricación de un artículo (un alambre de navajas y de corte), que no es racional. Es que normalmente la potencia del accionamiento de la estampa permite producir varios alambres de navajas y de corte simultáneamente, pero la presencia sólo de un par de los punzones de perforación permite fabricar sólo un alambre. Para facilitar la mayor eficiencia de la estampa conocida, sería necesario equiparla con mayor cantidad de los pares de punzones y utilizar en calidad de la pieza bruta original una barra amplia de metal de la que fuera posible producir varios alambres de navajas y de corte simultáneamente.
Desde esta perspectiva, la más cercana según su naturaleza y el efecto que se logra, la que aceptamos como el prototipo, es la estampa para la fabricación del alambre de navajas y de corte que consiste de varios pares de los elementos de perforación, cada uno de los cuales se compone de dos elementos de perforación en forma de dedos ovalados para perforar los orificios ovalados en la barra, entre los cuales están los elementos rectangulares de perforación, para cortar las junturas entre los orificios ovalados adyacentes en la barra metálica, al mismo tiempo todos los pares de los elementos de perforación se encuentran en un plano perpendicular a la dirección de la pieza bruta para la estampa. Esta estampa permite fabricar simultáneamente de una sola barra continua de metal múltiples alambres de navajas mediante perforación simultánea de la cantidad pareada de los orificios ovalados por la anchura de la pieza bruta y en varias filas por la longitud de la pieza bruta a cierta distancia desde el eje de simetría de cada futuro alambre de navajas. Y al mismo tiempo cortar en orden escaqueado las junturas entre los bordes adyacentes por la longitud de los orificios ovalados para la formación de un gran número de pares opuestos de los elementos cortantes del alambre. Al mismo tiempo, durante el corte de las junturas de forma el borde externo del elemento de un alambre de navajas y de corte, y simultáneamente se forma el borde de el área central del alambre de navajas y de corte contiguo [ver Solicitud Internacional No.WO00 /01501 para la clase B21F publicada el 13.01.2000].
La desventaja principal de la estampa conocida es que las operaciones de perforación de una cantidad significativa de los orificios ovalados y corte de un gran número de junturas se realizan simultáneamente en un lugar a lo largo de la anchura de la pieza bruta. Por un lado, esto lleva a producir una carga excesiva sobre la pieza bruta, a causa de la cual se deforma excesivamente, o incluso puede tener las fracturas locales o completas de metal. En ambos casos, este daño a la integridad del alambre de navajas es inadmisible. La deformación excesiva de los elementos de navajas y de corte cortados necesita añadir a la tecnología de la operación obligatoria de su alineación en un plano para su enrollado denso subsiguiente en los carretes. Por otro lado, esta estampa tiene una construcción muy complicada, ya que entre sus punzones para perforar los orificios están los punzones para cortar junturas, y todos los pares de tales punzones complejos se encuentran en una línea por toda la anchura de la estampa sin huelgo cualquiera. Es muy difícil de hacer tal estampa, debido a esto se convierte automáticamente en un equipamiento tecnológico costoso, lo que, a su vez, se refleja de una manera peor en el costo del artículo (alambre de navajas y de corte). Además, una dobladura ocasional (deformación espacial) de varios alambres de navajas en la zona de localización de un gran número de punzones, durante perforación de los orificios ovalados y destrucción de las junturas puede resultar en agarrotamiento de la estampa a causa de relleno de su matriz con los alambres de navajas y de corte deformados o fallo total de la estampa a causa de falla de los punzones.
En la base del modelo de utilidad está la tarea de la simplificación de la estructura de la estampa con reducción simultánea de su coste y mejoramiento de la capacidad de fabricación simultánea de varios alambres de navajas y de corte. Además, la reducción significativa de la probabilidad de los defectos con reducción simultánea de los costes de fabricación de los productos. Esto se consigue mediante la separación temporal y espacial de las operaciones de perforación de los orificios ovalados y corte de las junturas entre ellos debido a los cambios en el diseño de la estampa, en particular, por medio de colocar en ella los punzones para cada operación tecnológica en diferentes áreas a lo largo de la estampa.
Esta tarea se soluciona con lo que la estampa para producción del alambre de navajas y de corte se compone de la matriz y el punzón y contiene varios pares de los elementos de perforación, cada uno de los cuales se compone de dos elementos consecutivos ovalados de perforación en forma de dedo, después de los cuales a la distancia de un paso de hacer avanzar la pieza bruta está la primera fila de la mitad de los elementos de perforación, de sección rectangular, que se utiliza para cortar las junturas entre los orificios ovalados contiguos en la barra. Según la oferta, en la estampa los primeros que están localizados son dos filas de pares de los elementos ovalados de perforación en forma de dedo, después de los cuales a la distancia de un paso de hacer avanzar la pieza bruta está la primera fila de la mitad de los elementos de perforación, de sección rectangular, que se utiliza para cortar la mitad de las junturas pareadas entre los orificios ovalados comunes por la longitud de la pieza bruta, detrás de la cual a la distancia adicional de un paso y medio del movimiento de la pieza bruta está en orden escaqueado la segunda fila de la segunda mitad de los elementos de perforación, de sección rectangular, respecto a la primera fila para cortar el resto de las junturas en la pieza bruta.
Está claro, que las dimensiones y la ovalidad de los elementos de perforación pueden variar dependiendo de las dimensiones del alambre de navajas y de corte y de la forma de sus elementos cortantes, la distancia entre ellos.
El diseño propuesto del punzón y de la matriz de la estampa los simplifica constructivamente al máximo y permite realizar la fabricación del alambre de navajas y de corte consecutivamente, en tres etapas. En la primera etapa se realiza la perforación de los orificios pareados a lo largo de la anchura de la pieza bruta en dos filas. En la segunda, después de hacer avanzar la pieza bruta a un paso, se realiza el corte de una mitad de las junturas pareadas entre los orificios ovalados adyacentes a lo largo del alambre. En la tercera etapa, después de hacer avanzar la pieza bruta a un paso y medio más, se realiza el corte del resto de las junturas pareadas a lo largo de otra línea de localización (orden escaqueado) en la pieza bruta.
La transformación de la pieza bruta que se realiza paso a paso en varios alambres de navajas y de corte en diferentes momentos y diferentes áreas no aumenta nada el tiempo total de fabricación del producto (el alambre de navajas y de corte sigue ser fabricado totalmente durante un ciclo de accionamiento de la estampa), no aumenta el tamaño de equipo, y permite eliminar todos los defectos típicos para el prototipo, en particular, excluyendo la posibilidad de deformación o torsión de los alambres de navajas y de corte directamente debajo de la estampa. Es que se evita la infracción de la discontinuidad del proceso tecnológico. Surge una oportunidad para negarse de una operación separada de alineación de los alambres de navajas y de corte antes de su enrollamiento ellos en las bobinas, simplificar considerablemente la fabricación de la estampa, y de este modo reducir su coste.
La esencia subsiguiente de la solución técnica propuesta se explica en conjunción con el material ilustrativo, que muestra una vista común de la matriz y el punzón de la estampa, el proceso de fabricación de varios alambres de navajas y de corte de una pieza bruta ancha. Las flechas únicas indican la dirección de movimiento de la pieza bruta a lo largo de la zona de operación de la estampa, las dobles – la dirección de movimiento del punzón de la estampa. Los números romanos indican las etapas de conversión de la pieza bruta continua en varios alambres de navajas y de corte, y bajo los números romanos está indicado el cambio de la pieza en las etapas correspondientes.
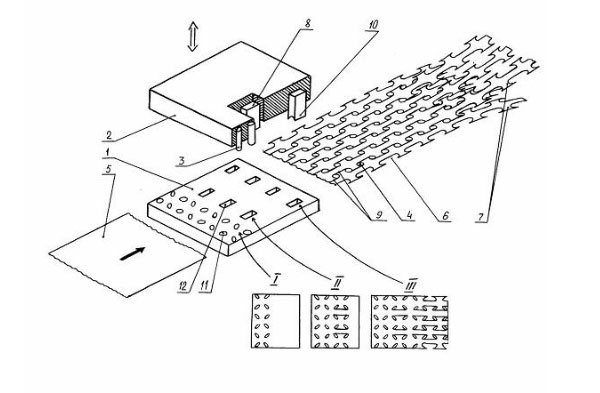
La estampa propuesta contiene la matriz 1 y el punzón 2. El punzón 1 contiene varios elementos pareados de perforación localizados sucesivamente y diferentes según su forma. Los primeros son los elementos de perforación 3, de sección transversal ovalada, se encuentran en serie a través de la estampa en dos filas para perforar los orificios ovalados 4 en la pieza bruta 5. La distancia entre las filas de los elementos ovalados de perforación 3 se determina por la dimensión de la extracción 6 del alambre de navajas y de corte 7. A la distancia de un paso de movimiento de la pieza bruta 5 fuera de los elementos de perforación 3, de sección transversal ovalada, en el lomo de la estampa está situada la primera mitad de los elementos de perforación de sección transversal rectangular 8 para cortar una mitad de las junturas pareadas 9 entre los orificios ovalados 4 contiguos por la longitud de la pieza bruta 5; por esos, a la distancia de un paso y medio más del movimiento de la pieza bruta 5, está en orden escaqueado la segunda mitad de los elementos de perforación de sección transversal 10 para cortar el resto de las junturas 9 que se han quedado para la separación final de la pieza bruta 5 en los alambres de navajas y de corte individuales y formados completamente 7. Los extremos inferiores (los de servicio) de los elementos de perforación 3, 8 y 10 pueden ser tanto planos como encorvados a la profundidad de los punzones – no importa, ya que no afecta a la tecnología de fabricación del alambre de navajas y de corte 7.
Si la pieza bruta inicial 5 ha resultado ser más ancha que la anchura total de varios alambres de navajas y de corte 7, la cortan por la anchura hacia cierto tamaño o de las secciones de borde fabrican los alambres de navajas y de corte con elementos raros no pareados (como los que están en el prototipo). Para esto la estampa puede estar equipada con los punzones de corte adicionales, que no están mostrados debido a su notoriedad.
La estampa propuesta funciona de la manera siguiente.
La pieza bruta ancha continua 5 se avanza en la zona de operación de la estampa. Consecutivamente, en la primera etapa perforan los orificios ovalados pareados 4 por toda la anchura de la pieza bruta 5 en dos filas. Para esto se usan los elementos de perforación 3 de diseño muy simple, ovalados en su sección. Respectivamente, en la matriz 1 de la estampa están hechos los orificios ovalados 11. Después de perforar los orificios 4 mueven la pieza bruta 5 más a la estampa por un paso, que es igual a la anchura de las bolsas 6 de los alambres de navajas y de corte 7. En la segunda etapa tiene lugar el corte de una mitad de las junturas pareadas 9 entre los orificios ovalados comunes 4 a lo largo de la pieza bruta 5. Para esto utilizan los elementos de perforación simples, en forma de dedos, rectangulares en su sección 8. Es natural que en la matriz de la estampa están hechos los orificios rectangulares respectivos 12. Después de cortar las junturas 9 en la primera posición vuelven a perforarse los orificios 4. Después de cortar una mitad de las junturas 9 la pieza bruta 5 se avanza más lejos a la estampa por otro paso igual. En la tercera etapa se realiza el corte del resto de las junturas pareadas 9, en otra línea de disposición (orden escaqueado) en la pieza bruta 5 con la ayuda constructiva de tales elementos perforantes de forma de dedos, rectangulares en su sección 10. En esta etapa se realiza la separación final de la pieza bruta 5 en los alambres individuales de navajas y de corte 7, que durante la siguiente avanzada a paso de la pieza bruta 5 salen fuera de la zona de operación de la estampa y se enrollan en las carretes (no están mostradas a causa de su notoriedad). Al mismo tiempo, en cada etapa tiene lugar la repetición de las operaciones de perforación de los orificios 4 y junturas 9 con los elementos de perforación 8.
Por lo tanto, la producción de varios alambres de navajas y de corte 7 que se realiza paso a paso con separación sucesiva de la pieza bruta 5 en el espacio facilita la eliminación de la carga de la pieza bruta 5, llevar los elementos de perforación 3, 8 y 10 de la estampa detrás de su longitud y por un lado así precisamente simplificar su construcción, por otro lado reducir la probabilidad de la deformación excesiva de los alambres de navajas y de corte 7.
La diferencia importante del objeto declarado de los conocidos antes consiste en lo que los punzones de la estampa para perforar los orificios están localizados por su longitud en el espacio. Esta diferencia permite cambiar principalmente la tecnología de producción de varios alambres de navajas y de corte usando una pieza bruta continua, en particular excluir el caso de deformación excesiva de los alambres de navajas y de corte debajo de la estampa, simplificar la producción de la última. Ninguna de las estampas conocidas de producción de los alambres de navajas y de corte puede tener propiedades similares, ya que todas las operaciones se realizan en un solo lugar o en general, la tecnología permite fabricar sólo un alambre de navajas y de corte.
La solución técnica propuesta ha sido comprobada en la práctica. La estampa no contiene ningunos elementos u operaciones que sería imposible reconstruir en la etapa actual de desarrollo de ciencia y técnica, en particular, específicas para la producción de los alambres de navajas y de corte. Por lo tanto, la tecnología es aceptable para aplicaciones industriales, tiene ciertas ventajas en comparación con los métodos y estampas conocidos a causa de los cambios propuestos de la acción de punzones sobre la pieza bruta. Todo esto comprueba la obtención del resultado técnico por el objeto declarado. En ningunas de las fuentes de información conocidas han sido detectados los métodos y estampas similares para la producción de los alambres de navajas y de corte que tengan las características esenciales determinadas en la oferta y, por lo tanto, se sobreentiende que sea la que pueda recibir protección legal.
Las principales ventajas técnicas de la solución técnica propuesta, en comparación con los prototipos, pueden ser las siguientes:
- la ausencia de deformación excesiva de los alambres de navajas y de corte debajo de la estampa, debido al hecho de que la separación final de la pieza bruta en las barras individuales se realiza cuando la pieza bruta sale de la estampa;
- no hay necesidad de realizar la operación intermedia adicional para alinear los alambres de navajas debido a la ausencia de deformación excesiva de los últimos;
- la continuidad de la tecnología de fabricación de los alambres de navajas debido a la exclusión de la probabilidad de que los alambres resulten estar en los orificios de la matriz de la estampa;
- la simplificación del diseño de la estampa debido a la diversidad de localización de punzones en espacio.
El efecto social del uso de la estampa propuesta para la fabricación de los alambres de navajas y de corte, en comparación con el uso de prototipo, se obtiene mediante el aumento de la cantidad y la fiabilidad de la seguridad de los objetos protegidos como resultado de la reducción de precio de los alambres de navajas y de corte, como resultado de reducción del precio de la estampa. Esto permite que sean disponibles para numerosos consumidores.
El efecto económico de la implementación del modelo de utilidad, en comparación con el uso de las soluciones técnicas conocidas, se obtiene debido a la reducción del costo de los alambres de navajas y de corte y las estampas para su fabricación.
Después de obtener la descripción antemencionada de las tecnologías y la estampa para la fabricación del alambre de navajas y de corte, para los especialistas de este ámbito de conocimientos debe ser evidente que todo lo descrito anteriormente es sólo para ilustración, y no es limitativo, lo que está presentado en este ejemplo. Numerosas modificaciones posibles y otras opciones de realización de la estampa propuesta, en particular, el número de punzones, su diseño, la distancia entre ellos, el uso de los bordes de la pieza bruta o su corte. Además, la misma estampa puede tener los cambios constructivos. Es un enfoque ordinario y natural en este ámbito de conocimientos y se considera el que está dentro de los límites de esta solución técnica.
La quintaesencia de la solución técnica propuesta es la que las operaciones de conversión de una pieza bruta continua en los alambres de navajas y de corte separados se realizan en etapas en diferentes momentos debido a los cambios estructurales propuestos, precisamente este hecho permite que la tecnología propuesta obtenga las ventajas listadas y otras. El cambio y el uso solamente de ciertas etapas de la tecnología de fabricación de los alambres de navajas y de corte o componentes individuales de la estampa, por supuesto, limitan el espectro de las ventajas listadas arriba, y en consecuencia, no pueden considerarse las nuevas soluciones técnicas en este ámbito de conocimiento. Ya que cualquier otro método y otra estampa similares a los descritos ya no requerirán ningún enfoque creativo de los diseñadores e ingenieros, y por lo tanto no pueden considerarse los resultados de su actividad creativa o nuevos objetos de la propiedad intelectual que necesitan la protección por los documentos de seguridad.
Fórmula del modelo de utilidad
La estampa para fabricación del alambre de navajas y de corte que consiste de una matriz y un punzón, que contiene varios pares de los elementos de perforación, cada uno de los cuales consta de dos elementos de perforación en forma de dedo, de sección ovalada en la pieza bruta, y de los elementos de perforación, de sección rectangular, para cortar las junturas entre los orificios ovalados comunes en la barra. En la estampa los primeros que están localizados son dos filas de pares de los elementos ovalados de perforación en forma de dedo, después de los cuales a la distancia de un paso de hacer avanzar la pieza bruta está la primera fila de la mitad de los elementos de perforación, de sección rectangular, que se utiliza para cortar la mitad de las junturas pareadas entre los orificios ovalados comunes por la longitud de la pieza bruta, detrás de la cual a la distancia adicional de un paso y medio del movimiento de la pieza bruta está en orden escaqueado la segunda fila de la segunda mitad de los elementos de perforación, de sección rectangular para cortar el resto de las junturas.