Patente de Ucrania: No.89535
Autor: Yuriy Tkachenko
Sección de la Clasificación Internacional de Patentes (IPC): B21F 25/00 – Alambre espinoso, mallazos, cercas, telas hechas de alambre
Publicada: el 25. 04.2014, Bol. No.8
Método de fabricación de la hoja de malla “Piraña” del alambre de navajas y de corte – Patente de Ucrania No.89535

El método de fabricación de la hoja de malla “Piraña” del alambre de navajas y de corte, con el cual el alambre de navajas y de corte reforzado continuo se coloca en el soporte, es la conexión escaqueada entre las secciones paralelas adyacentes que se hace mecánicamente por medio de abrazaderas metálicas. El alambre de navajas y de corte se enrolla en el tambor con casi ningún huelgo entre los bucles, y los bucles paralelos adyacentes se interconectan de forma escaqueada a lo largo del rollo, cada vez que giran el tambor en una posición conveniente para la instalación de las abrazaderas con las pinzas de trabajo o las automáticas, y después de finalizar la instalación de las abrazaderas, cortan el rollo en dirección longitudinal, lo enderezan y estiran en una hoja plana inmediatamente o en el lugar de instalación de la hoja durante la construcción de una cerca.
La invención se refiere al campo de construcción, a saber, la fabricación de las alambradas de ingeniería, que pueden ser utilizados en la economía nacional durante la construcción de las alambradas mecánicas para proteger los perímetros de los objetos contra acceso no autorizado de los individuos, el equipo y los animales a su territorio.
Es conocido el método de fabricación de la hoja de malla hecha del alambre de navajas y de corte y su enrollamiento en rollos, disposición de un cierto número de rollos sobre los tambores (el número de los rollos del alambre de navajas y de corte se determina por el tamaño (altura) de la hoja futura), alimentación de los alambres de navajas y de corte en paralelo debajo de la estampa que hace las encorvaduras locales en los alambres a cierta distancia la una de la otra y define el paso de la hoja, en las cuales colocan el conjunto transversales de los alambres de navajas y de corte (también se desenrolla de los rollos), apretamiento de los alambres transversales de la segunda serie en las encorvaduras locales de los alambres del primer conjunto, y con un par de tijeras se corta la hoja acabada [ver. Patente de Rusia No.2111921 de la clase B21F27/12, publicada el 27.05.1998, en Bol. No.19].
La desventaja principal del método conocido es la engorrosidad del equipo para la fabricación de hojas e interconexión poco fiable de dos conjuntos de alambres en las intersecciones – una de las alambres se aprieta entre la segunda, lo que permite que se separen con poco esfuerzo, por ejemplo tirando del alambre transversal para que salga de las encorvaduras de los alambres longitudinales.
Esta desventaja se elimina en el método conocido de fabricación de la hoja de malla de alambre de navajas y de corte, que consiste en producción preliminar del alambre de navajas y de corte reforzado rectilínea, corte de este de las piezas brutas rectangulares de la longitud de medida, posición del primer juego de las piezas brutas paralelas, imposición del segundo juego de las piezas brutas paralelas bajo un ángulo, e interconexión de las piezas brutas de diferentes conjuntos por medio de la soldadura por puntos [ver Patente de Francia No. 2758485 de la clase B21F25/00, publicada el 24/07/1998, en Bol. No.30].
La desventaja principal de esta solución técnica es la alta intensidad de trabajo y la intensidad de energía del proceso de fabricación de la hoja debido al uso de equipo de soldadura, así como la necesidad de fabricación preliminar de dos juegos de segmentos de los alambres con su disposición sobre el soporte con un cierto paso de la hoja semiacabada y soldadura entre los alambres en las intersecciones.
Esta desventaja ha sido eliminada en el método conocido de fabricación de la hoja de malla del alambre de navajas y de corte que consiste en fabricación preliminar del conjunto de los segmentos rectangulares métricos del alambre de navajas y de corte reforzado, posición del conjunto de las piezas brutas paralelas e interconexión escaqueada de las piezas brutas mecánicamente por medio de las abrazaderas [ver Patente de Ucrania No.80487 de las clases E04N 17/04, B21F27/00, publicada el 27.05.2013 en Bol. No.10].
La desventaja principal de esta solución técnica conocida es también la baja productividad del método debido a la necesidad de fabricación preliminar de un conjunto de los segmentos de los alambres de navajas y de corte reforzados y su posición en el soporte con un cierto paso.
El más cercano según su naturaleza y el efecto que se logra, y el que se toma como un prototipo, es un método de fabricación de la hoja de malla del alambre de navajas y de corte, en el cual el alambre de navajas y de corte continuo se cololoca con zigzag sobre el soporte, el cual es un marco con las clavijas encorvadas por el alambre en caso de cambio de la dirección de zigzag, y el alambre se conecta de modo escaqueado en las secciones paralelas adyacentes mecánicamente por medio de las abrazaderas metálicas, después de que la hoja acabada se enrolla para facilitar su transportación [ver Patente de Rusia No. 64541 de la clase B21F27/12 E04N17/04 publicada el 10.07.2007 en Bol. No.19].
La principal desventaja significativa de la solución técnica conocida es la baja productividad del método, lo que está condicionado por la necesidad de posicionar preliminarmente con zigzag el alambre de navajas y de corte en el soporte. Este proceso se realiza a mano, ya que el diseño del dispositivo no está justificado económicamente, ya que el soporte tiene una estructura plana.
La segunda desventaja esencial de este método es que con él se puede fabricar la hoja de un solo tamaño, que se determina por las dimensiones del soporte. Es decir, el método conocido no es universal.
La tercera desventaja esencial del método conocido es que con su uso se puede fabricar la hoja solo de pequeño tamaño, que se determina por la posibilidad de un trabajador para alcanzar el centro de la hoja cuando instala abrazaderas.
En la base del modelo de utilidad está la tarea de simplificación de la tecnología de fabricación de la hoja de malla del alambre de navajas y de corte con mejoramiento simultáneo de sus capacidades funcionales y técnicas debido a la posibilidad de producir la hoja de cualquier longitud mediante el cambio del principio de la colocación del alambre de navajas y de corte continuo.
El problema puesto se resuelve con lo que en el método de fabricación de la hoja de malla del alambre de navajas y de corte, durante el cual el alambre de navajas y de corte se suministra al soporte, consiste en interconexión escaqueada de las secciones paralelas adyacentes mecánicamente debido a las abrazaderas metálicas, de acuerdo con el modelo de utilidad. El alambre de navajas y de corte se enrolla en el tambor casi sin ningún huelgo entre los bucles, y los bucles adyacentes paralelos se interconectan de manera escaqueada a lo largo del rollo, cada vez girando el tambor en la posición conveniente para instalación de las abrazaderas con las pinzas de trabajo o las automáticas, y después de finalizar la instalación de las abrazaderas, cortan el rollo en dirección longitudinal, lo enderezan y estiran en una hoja plana inmediatamente o en el lugar de instalación de la hoja durante la construcción de una cerca.
Debido al hecho de que el alambre de navajas y de corte continuo se enrolla en un tambor simultáneamente con el proceso de su fabricación, desaparecen por completo las operaciones de su preparación anterior (fabricación de los segmentos, su posición por uno o dos juegos en el soporte), y por lo tanto, el método propuesto simplifica en gran medida el proceso de fabricación de la hoja, y de esa manera proporciona el máximo rendimiento. Debido a enrollado de la hoja continua en un rollo, se puede fabricar la hoja de cualquier longitud. Por lo tanto, el soporte en forma de tambor hace el método universal, ya que no tiene restricciones en longitud de la hoja fabricada. Debido al hecho de que durante una conexión de los bucles con las abrazaderas el tambor gira y precisamente así vuelve un rollo al efectivo, a éste último es conveniente, sin desplazamiento de un lugar a otro, realizar la conexión de los bucles con las abrazaderas y, por lo tanto, se garantiza el máximo rendimiento y seguridad.
Por lo tanto, todo el conjunto de las características esenciales de la solución técnica propuesta, obtenidas gracias a la introducción de mejoras tecnológicas mediante el método de fabricación de la hoja del alambre de navajas y de corte asegura la obtención del resultado técnico determinado en la formulación del problema.
La esencia consecutiva de la solución técnica propuesta se explica en combinación con el material ilustrativo que muestra lo siguiente:
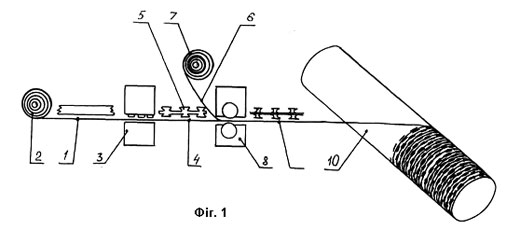
- Fig. 1 – soporte para la fabricación de la hoja del alambre de navajas y de corte, vista lateral;
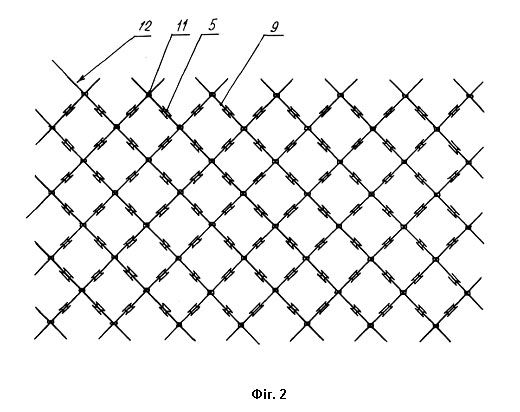
- Fig. 2 – vista de la hoja de malla del alambre de navajas y de corte obtenido por el método propuesto.
El método propuesto de la fabricación de la hoja del alambre de espinas y de corte consiste en lo siguiente. Suministran el alambre continuo 1 del rollo 2 a la estampa 3, donde de este alambre se forma el alambre de navajas 4 con elementos golpeantes 5. El alambre de metal 6 se suministra desde el rollo 7 junto con el alambre de navajas 4 se suministra al dispositivo 8 (por ejemplo, la prensa de cilindros), donde el alambre de navajas 4 se refuerza con el alambre de metal 6. El alambre de navajas y de corte 9 obtenido de este modo se enrolla en el tambor rotatorio 10. Después de enrollar la longitud deseada del alambre de navajas y de corte 9 en el tambor 10, paran el equipo tecnológico, y un elemento de trabajo (o un dispositivo adecuado, tal como el manipulador) interconecta conecta por medio de pinzas (u otro instrumento) los bucles paralelos adyacentes del alambre de navajas y de corte 9 con las abrazaderas 11 de modo escaqueado a lo largo del rollo, cada vez girando el tambor 9 hasta la posición conveniente para instalar las abrazaderas 11 usando las pinzas de trabajo o automáticas. Después de finalizar la instalación de las abrazaderas 11, cortan el rollo en la dirección longitudinal y lo enderezan en el plano. Después estiran los bucles para formar la hoja 12. Se puede hacerlo directamente o en el lugar de montaje de la hoja 12 mientras se construye una cerca.
La solución técnica propuesta ha sido comprobada en práctica. El método propuesto de fabricación de la hoja de malla del alambre de navajas y de corte no contiene ninguna operación tecnológica o proceso tecnológico que no pudieran ser replicados en la etapa actual de desarrollo de la ciencia y la técnica, en particular, en la fabricación de cercas, y por lo tanto es adecuado para las aplicaciones industriales, tiene las ventajas técnicas y otras ante los análogos conocidos, lo que confirma la posibilidad de lograr el resultado técnico por el objeto declarado. En las fuentes conocidas de patentes y otra información científica y técnica que no se encuentran los métodos similares de fabricación de las hojas de alambre espinoso o alambres de navajas, con el conjunto de las características esenciales, por eso la solución técnica propuesta cumple el criterio de “novedad”.
La diferencia esencial del método propuesto de fabricación de la hoja de malla del alambre de navajas y de corte consiste en lo que la pieza bruta se forma continuamente y no tiene operaciones tecnológicas intermedias. Estas diferencias, en conjunto, aseguran una producción continua de la hoja, el máximo rendimiento, la comodidad y la seguridad para los trabajadores y la oportunidad de obtener las hojas de cualquier longitud. Ninguno de los métodos conocidos de fabricación de las telas de los alambres espinosos o alambres de navajas tiene todas estas propiedades simultáneamente, ya que no prevé en su composición todo el conjunto de las características esenciales declaradas en la proposición. Las ventajas técnicas de la solución técnica propuesta, en comparación con el prototipo, pueden ser las siguientes:
- mejoramiento del rendimiento del método debido a la ausencia de las operaciones intermedias para la fabricación de las piezas individuales de la hoja futura, y también debido al hecho de que en calidad de la pieza bruta se utiliza el alambre de navajas continua que se enrolla en el tambor;
- simplificación de la tecnología y reducción de la complejidad de fabricación de la hoja por la misma razón;
- universalidad debido al hecho de que, gracias a la utilización del soporte de tambor giratorio se puede fabricar la hoja de cualquier longitud;
- seguridad y comodidad mediante el establecimiento de las abrazaderas debido a la posibilidad de girar la hoja a la zona de trabajo mediante el tambor;
- posibilidad de automatizar completamente el proceso de fabricación de la hoja mediante el uso de las pinzas para instalar las abrazaderas de una posición tecnológica.
El efecto económico de la introducción de la solución técnica propuesta, en comparación con el uso de prototipo, se obtiene mediante la reducción del coste de fabricación de la hoja del alambre de navajas y de corte debido a la reducción de las operaciones tecnológicas intermedias.
El efecto social y consumidor de la introducción de la solución técnica propuesta, en comparación con el uso de prototipo, se obtiene mediante la mejora de la seguridad y reducción de la complejidad de la fabricación de la hoja del alambre de navajas y de corte.
Después de obtener la descripción del método de fabricación de la hoja de malla del alambre de navajas y de corte, para los especialistas de este ámbito de conocimiento debe ser evidente que todo lo descrito anteriormente es sólo ilustrativo, y no restrictivo, lo que está ilustrado con este ejemplo.
Muchas opciones potenciales de implementación del método mencionado, incluyendo la cantidad y la frecuencia de las abrazaderas, las dimensiones del tambor, el diseño del alambre, dependerán de las características tecnológicas de la producción, del tipo y del tamaño del producto terminado, y, por supuesto, están en los límites de uno de los enfoques ordinarios y naturales en este ámbito de conocimiento y se consideran como tales que están en los límites de la solución técnica propuesta.
La quintaesencia de la solución técnica propuesta es lo que la pieza bruta en forma del alambre de navajas y de corte continuo se enrolla en el tambor, en el que instalan precisamente las abrazaderas que forman la hoja, y estas circunstancias, en su conjunto, permiten que el método propuesto adquiera las ventajas mencionadas y otras. Es natural que el uso de las operaciones tecnológicas individuales, de los componentes estructurales o unidades de los equipos de la totalidad de los declarados limita el espectro de ventajas listadas arriba, y esas no pueden ser consideradas como las nuevas soluciones técnicas en este ámbito de conocimiento, ya que otros métodos, similares a los descritos, ya no requerirán creatividad de los diseñadores e ingenieros, y no pueden ser considerados como los resultados de su actividad creativa o nueva propiedad intelectual, adecuados para la protección por los documentos de seguridad según la legislación vigente.
Fórmula del modelo de utilidad
El método de fabricación de la hoja de malla del alambre de navajas y de corte, con el cual el alambre de navajas y de corte reforzado continuo se coloca en el soporte, es la conexión escaqueada entre las secciones paralelas adyacentes que se hace mecánicamente por medio de abrazaderas metálicas. El alambre de navajas y de corte se enrolla en el tambor con casi ningún huelgo entre los bucles, y los bucles paralelos adyacentes se interconectan de forma escaqueada a lo largo del rollo, cada vez que giran el tambor en una posición conveniente para la instalación de las abrazaderas con las pinzas de trabajo o las automáticas, y después de finalizar la instalación de las abrazaderas, cortan el rollo en dirección longitudinal, lo enderezan y estiran en una hoja plana inmediatamente o en el lugar de instalación de la hoja durante la construcción de una cerca.