Brevet Kazakhstan: №22995
Auteur: Yuriy Tkachenko
Section de IPC: B21F 25/00 – Fil de fer barbelé, treillis métallique, tissus métalliques
Publié: 15.10.2010, Bulletin №10
Un procédé de fabrication d'un timbre pur bande de fer barbelé – brevet du Kazakhstan №22995

Utilisation: dans la fabrication de bandes de fer barbelé utilisé pour la production de différents types de bande barbelée renforcé, en particulier Egoza barbelés et d'autres types de fils de fer barbelés, qui est utilisé comme l'élément principal dans les barrières de sécurité de protection et clôtures de protection destinés à empêcher la pénétration non autorisée des sites sensibles.
Essence: fabriquer du bande de fer barbelé est le fait qu'en raison de la bande continue de large en métal produite bande barbelée multiples par orifice le nombre d'ouvertures ovales paire sur toute la largeur de la pièce à une certaine distance de l'axe de symétrie de chaque future bande de coupe de fer barbelé et de gorges toiles décalées entre les bords des trous ovales adjacentes le long de la longueur pour former un grand nombre de paires opposées d'éléments de coupe.
Pénétration de trous ovales et couper les ponts entre eux est réalisée successivement en trois étapes. La première étape est la pénétration de la paire de trous ovales sur la largeur de la pièce à usiner en deux rangées. Dans le second, après avoir progressé d'un pas la pièce, la coupe se produit demi-ponts jumelés entre la bande adjacente longueur trou ovale. Dans la troisième étape, après avoir mené la pièce pour une autre demi-étape, a fait couper la paire restante de obstacles sur l'autre emplacement de la ligne (le damier) dans le vide. Stamp pour la fabrication de la bande de coupe de fer barbelé est constitué d'une matrice et un estampage, qui contient plusieurs paires d'éléments de perforation, dont chacune se compose de deux ovale en coupe de membres du doigt de estampage pour percer les trous ovales dans une pièce, et en section rectangulaire éléments de perforation pour la coupe de bandes entre trous ovales générales dans la bande. Le premier timbre disposés en deux rangées de doigt orifice une paire d'éléments ovales, suivie à une certaine distance d'un pas de mouvement de la pièce est la première ligne de la moitié rectangulaire en coupe répartition des éléments qui est utilisé pour couper paire demi-étape entre la longueur générale des trous pièce ovale, dont au distancer même demi ébauches de l'étape sont décalés par rapport à la première rangée de la deuxième rangée dans la deuxième section de la moitié des éléments de perforation rectangulaires en bandes restantes dans la pièce à usiner.
Les avantages techniques:
- L'absence de déformation de bande de fer barbelé;
- Aucune opération supplémentaire d'alignement intermédiaire de celui-ci;
- Continuité de la technologie de production;
- Simplification de la conception du timbre.
L'invention concerne la production de matériel, à savoir la pression et les technologies utilisées dans la production de bande de fer barbelé, qui sont utilisés comme le principal élément frappant dans les barbelés Egoza et un certain nombre d'autres types de bande barbelée renforcé utilisés comme des barrières de sécurité destinées à empêcher l'intrusion non autorisée sur les sites sensibles.
Bande épineuse typiquement réalisée par pressage à froid. Dans la méthode traditionnelle de fabrication d'une bande de métal solide pièce, étape par étape promouvoir une forme de timbre estampages qui sont coupés dans les éléments ovales de bande avec des dents opposées. Un tel procédé de fabrication de la bande de fer barbelé est la plus courante dans le monde.
Communément procédé connu pour la fabrication de bande barbelé, qui consiste dans le fait que, dans une préforme d'une bande galvanisée métallique des deux côtés pénétrer uniformément symétrique externe ouvert obstacle évidement forment entre eux un grand nombre de paires opposées d'éléments, dont chacun est constitué d'une base et les dents, dont la pointe est dirigée en face de l'autre. Le bord de coupe de la bande barbelée situé sur les côtés extérieurs de l'élément, et les pointes des dents sont chacune formées entre les angles du côté extérieur et le côté de l'élément. Pour orifice symétrique creux extérieur ouverts en utilisant un timbre qui est composé d'une matrice et le estampage et outils de orifice comprend penlight estampage ovale disposées en une ligne perpendiculaire à la direction du mouvement de la pièce à l'étape timbre. Un tel timbre permet la fabrication de bande de fer barbelé dans un cycle complet de son fonctionnement [voir le brevet de l'Ukraine № 41834 classe B21F 25/00 publié dans 24.04.2001].
Le principal inconvénient de la méthode de fabrication de la bande barbelée ci-dessus est que son application est obtenue lorsqu'un seul barbelé couper le bande qui est pas rationnel, car la puissance de la filière est généralement possible de produire plusieurs bande barbelée simultanément. Laissez cet achat initial, qui est une bande métallique étroite, qui, dans sa largeur permet de produire une seule bande de bande de fer barbelé. Pour accroître l'efficacité de la méthode dite devrait être utilisé comme la pièce initiale larges bandes de métal à partir de laquelle il était possible de produire simultanément bande barbelée multiple.
Le principal inconvénient du timbre connu est qu'il comprend une seule paire de coups de poing coup de poing, qui est adapté pour produire une bande de fer barbelé, qui, comme déjà indiqué, est pas rationnel. Pour améliorer significativement les performances d'une matrice connue, il doit être équipé d'un grand nombre de paires de estampages dans la direction transversale.
De ce point de vue la plus proche dans son essence et effet réalisable, qui accepte comme un prototype, est une technologie de fabrication de bandes de fer barbelé qui est celle d'une bande métallique continue large bande barbelée fabriqués multiple. Cela se produit par orifice en même temps la paire de trous ovales montants à la largeur et la pièce à usiner en plusieurs rangées le long de la longueur de la pièce à usiner à une certaine distance de l'axe de symétrie de chaque futur bande barbelé. Coupe simultanée en quinconce des ponts entre les bords adjacents le long de la longueur des trous ovales pour former un grand nombre de paires opposé éléments de fil de fer barbelé. Chacun de ces éléments est constitué d'une base et une dents dirigées de manière opposée disposées sur les côtés extérieurs de l'élément. Aigué chacune des dents sont les angles qui sont formés entre le côté extérieur et le côté de l'élément, dans lequel les nervures formées lors de la coupe du bord extérieur de l'élément une bande barbelée et simultanément l'arête de coupe est formée adjacente à la partie centrale de la bande de fer barbelé. Pour la mise en oeuvre de cette technologie au moyen d'un tampon, qui consiste en une matrice et un estampage, comportant plusieurs paires d'éléments de orifice. Chacun d'eux est constitué par deux ovales éléments doigt estampage pour estampagener des trous ovales dans la bande entre lesquelles les éléments de perforation rectangulaires pour la découpe des bandes entre les trous ovales adjacentes dans une bande de métal, et toutes les paires d'éléments de orifice disposés en une platitude perpendiculaire à la direction de déplacement de l'étape pièce sous le timbre. Cela permet au estampage à partir d'une seule bande métallique continue pour produire une large bande barbelée multiple par orifice en même temps la paire de trous ovales montants de la largeur et de la pièce à usiner en plusieurs rangées le long de la longueur de la pièce à usiner à une certaine distance de l'axe de symétrie de chaque futur bande barbelé. En outre décalés coupe simultanée des ponts entre les bords adjacents le long de la longueur des trous de forme ovale pour former un grand nombre de paires opposées d'éléments de coupe de la bande. Ce staple est le plus semblable dans la nature et l'effet est atteint, et donc considéré comme un prototype [voir la demande internationale № WO00 / 01501 de la classe B21F 25/00 publié en 13.01.2000].
Le principal inconvénient de la technique connue de fabrication de bande de fer barbelé est que l'opération de orifice d'une quantité importante de trous ovales et de coupe d'un grand nombre de obstacles effectuées simultanément au même endroit sur toute la largeur de la pièce à usiner. Ceci conduit à une charge excessive sur la pièce, en raison de laquelle il est excessivement déformé, ou peut même avoir une rupture locale ou complète du métal. Dans les deux cas – est atteinte à l'intégrité de la bande de fer barbelé est irrecevable. A cet égard, d'introduire dans la technologie de l'opération d'alignement bande barbelée plan contraignant pour dense ultérieure les enrouler sur des bobines.
Le principal inconvénient du timbre connu est sa structure très compliquée, car il entre des matrices pour percer des trous sont disposés estampages pour des bandes de coupe, et toutes les paires de estampages sont complexes sans lacunes de l'autre dans une ligne sur toute la largeur de la filière. Ce timbre est assez difficile à faire, à cause de ce qu'il deviendra automatiquement le matériel technologique coûteux, ce qui à son tour se reflète dans le pire dans le coût de la bande de fer barbelé. En outre, se pencher aléatoire d'une cassette de fer barbelé rares dans la région de trouver un grand nombre de coups de poing, tout en percer des trous ovales et la destruction des ponts peut conduire à timbre brouillage ou compléter son échec.
La base de l'invention est d'améliorer la capacité d'adaptation de la production simultanée d'une bande de fer barbelé multiples et simplifier la conception du timbre tout en réduisant son coût. Ainsi que d'une réduction significative de la probabilité du mariage, tout en réduisant le coût des produits. Ceci est réalisé en séparant dans les opérations de temps et d'espace trous ovales emboutissage et la coupe des ponts entre eux structure changements de mourir en raison, en particulier, la séquence et le placement des éléments de travail – estampages pour chaque opération d'usinage dans des plans différents le long de la longueur de la filière.
Ce but est atteint par le fait que la technologie de fabrication de bandes de fer barbelé qui est celle d'une bande métallique continue est faite large bande barbelée multiples par orifice la paire de trous ovales montants préforme largeur à une certaine distance de l'axe de symétrie de chaque future bande barbelée. Aussi coupe ponts en quinconce entre des bords adjacents le long de la longueur des trous de forme ovale pour former un grand nombre de paires d'éléments opposés. Chacun de ces éléments est constitué d'une base et les dents opposées disposées latéralement élément externe, et les extrémités de chacune des dents sont formées entre des angles du côté extérieur et le côté de l'élément. Et lors de la coupe de l'élément de pontage formé par le bord extérieur d'une bande de fer barbelé et en même temps le bord de la partie centrale à barbillons adjacents bande. Selon cette proposition, le orifice et de coupe trous ovales des ponts entre eux est effectuée successivement en trois étapes, dont la première a lieu paire de trous ovales de pénétration à travers la largeur de la pièce à usiner en deux rangées. Dans le second, après avoir mené une étape vide-coupe demi-ponts entre des paires adjacentes le long de la longueur de la bande trous ovales. Dans la troisième, après avoir mené la pièce pour une autre demi-étape – coupe la paire restante de obstacles sur l'autre position de la ligne dans la pièce.
Ce but est également atteint par le fait que le estampage pour produire bande barbelée constitué d'une matrice et un estampage comportant des éléments de perforation de plusieurs paires. Chacun d'entre eux est constitué de deux ovale en coupe d'éléments de doigts estampage pour percer des trous dans une pièce de forme ovale et rectangulaire en section transversale des éléments de perforation ponts de coupe communs entre trous ovales dans la bande. Selon cette proposition, une première matrice disposée en deux rangées dans une paire d'éléments de perforation ovale doigt en coupe transversale. Derrière eux à une distance d'une étape de déplacement de la pièce à usiner est la première moitié de rangée rectangulaire en section transversale des éléments de ventilation pour réduire la moitié de la paire de ponts entre la longueur générale de la pièce à usiner les trous ovales. Derrière eux, sur une distance de demi-pas de mouvement de la pièce sont décalés par rapport à la première rangée de la deuxième rangée dans la deuxième section de la moitié des éléments de perforation rectangulaires en bandes restantes dans la pièce à usiner. Étape par étape, la transformation d'une bande métallique large et solide une cassette de fer barbelé uns se produit à différentes époques et dans différents domaines, qui ne permettent pas d'augmenter le temps de la production totale. Depuis la bande de fer barbelé est entièrement fabriqué dans un cycle de fonctionnement du timbre. De plus, ne pas augmenter la taille de l'équipement. Cependant, cette technologie élimine tous les inconvénients de l'art antérieur, de renoncer à un alignement de fonctionnement de fer barbelé bande séparée avant de les enrouler sur des bobines.
L'emplacement proposé des travailleurs estampage des outils de orifice et les trous correspondants de la matrice mourir simplifie grandement sa exclure constructive la possibilité de déformation excessive ou de torsion bande barbelée directement sous le timbre. Autrement dit, cette technologie empêche la discontinuité du processus et évite les raisons de l'échec du estampage. Une simplification importante de la conception du timbre de réduire le coût, par conséquent, le coût de la bande barbelée obtenu avec son aide. Il est entendu que, dans la taille de la matrice, les éléments de orifice (circularité de estampages) peuvent varier selon la taille de la bande barbelée et la forme de ses éléments de coupe, les distances entre eux, etc.
En outre essence de la solution technique proposée est expliqué en conjonction avec des photos d'illustration, ce qui montre la séquence de processus de fabrication de la bande de fer barbelé multiple avec une bande de métal continue de large, à savoir:
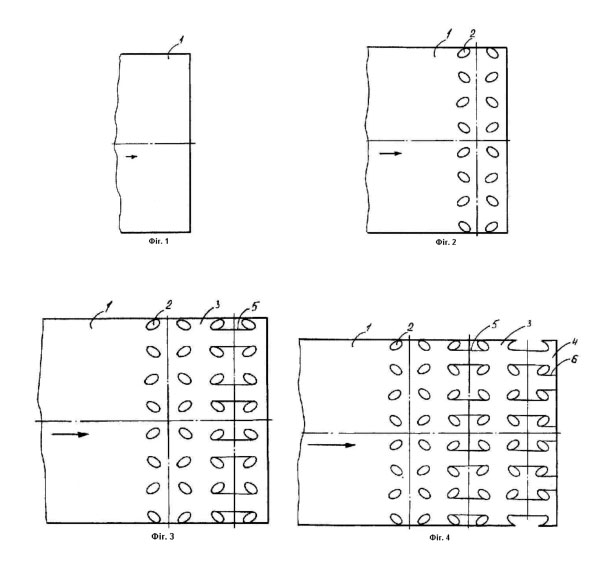
- La Figure 1 – approvisionnement continu en bande large (blanc) dans la zone de travail du timbre;
- La Figure 2 – première étape – pénétration paire de trous ovales sur la largeur de la pièce à usiner en deux rangées;
- La Figure 3 – la deuxième étape – la coupe de la moitié des ponts jumelés entre trous ovales générales le long de la longueur de la pièce;
- La Figure 4 – la troisième étape – la coupe de la paire restante de obstacles un autre emplacement de la ligne (le motif en damier) dans le (la séparation finale en ébauches individuelles de bande barbelée blanc);
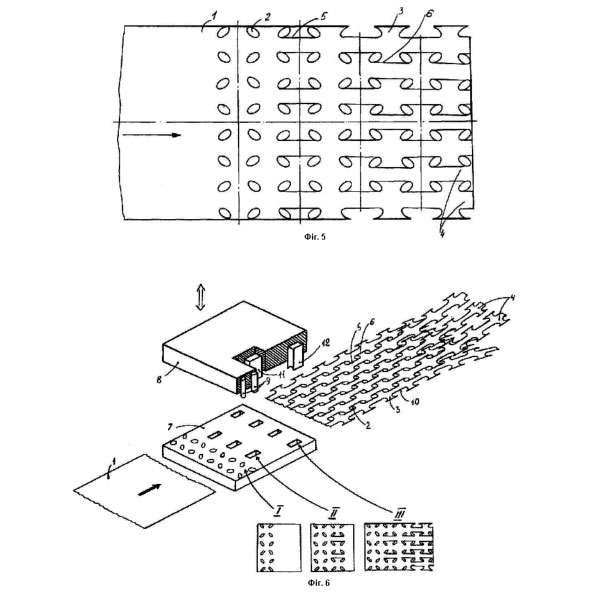
- La Figure 5 – sur plusieurs bande barbelée disposé de la zone d'opération du timbre;
- La Figure 6 – la vue générale de la filière et estampage proposé dans le processus de fabrication multiples bandes de fer barbelé avec un large pièce. Les flêches simples figurent le sens du mouvement de la pièce le long de la zone de travail du timbre, double – direction du mouvement de la matrice de perforation. Chiffres romains dans la figure. La figure 6 montre les étapes de conversion d'une billette solide de plusieurs bandes de fer barbelé, et sous les chiffres romains – pour changer la pièce à des étapes appropriées.
La méthode proposée de fabrication simultanée d'une pluralité de barbillons bande est le suivant. Solide à large bande – la pièce 1 – est introduit dans la zone de travail de la filière. Lors de la première étape de la pièce à usiner une double perforation ovale 2 trous sur toute la largeur de la pièce 1 en deux rangées. Après la pénétration de ces trous ovales 2 préforme 1 se déplace en outre dans la matrice en une étape, qui est égale à la largeur des éléments 3 de bande barbelé 4. Dans la seconde étape, la coupe de la paire de obstacles 5 entre les trous ovales générales 2 le long de la longueur de la partie non coupée de la pièce à usiner 1. obstacle 5 empêche excessive déformer la préforme. Lors de la coupe des bandes 5 sur la deuxième étape, à la première position se produit à nouveau percer des trous ovales 2 dans la partie solide de la pièce 1 qui, lorsqu'il est frappé par le mouvement du timbre. Après la découpe de la pièce 1 5 obstacles pour aller de l'avant dans la filière pour une même étape. La troisième étape est la coupe de la paire restante de obstacles 6, sur l'autre emplacement de la ligne (le damier) dans la pièce 1. A ce stade, la séparation finale de la billette 1 dans la bande de fer barbelé séparé, qui lors de l'avance en outre incrémentale de la pièce 1, sur la zone de travail mourir et enroulée sur une bobine (non représenté en raison de la notoriété). Dans le même temps, toutes les étapes sont répétées les opérations de orifice 2 et 5 ponts.
Donc, étape par la production de l'étape de plusieurs bandes de fer barbelé 4 avec une séparation constante de la billette 1 dans l'espace soulageant ainsi la pression sur la pièce 1. Stamp proposée contient une matrice de 7 et 8. Le estampage 8 comprend une pluralité de paires d'éléments de estampage de forme successives et différentes. La première disposés en série à travers la filière en deux rangées séquentiellement éléments de perforation transversale ovale 9 pour percer des trous ovales 2 dans le vide 1. La distance entre les lignes de l'élément de estampage ovale 9 est déterminée par la taille de la poche 10 bande barbelée 4. A une distance d'une étape de déplacement de la billette 1 est ovale en coupe éléments de décomposition 9 situés dans le bas du dos de la première partie de timbre des éléments de dégradation transversales rectangulaires 11 pour couper une partie de la paire de obstacles 5 entre contigué à la longueur de la pièce 1 trous ovales 2, dans lequel la distance est encore un mouvement de l'étape de la moitié de la pièce 1 décalés de la deuxième partie de la section transversale rectangulaire de section estampagener membres 12 pour couper le obstacle 6 qui sont restés pour la séparation finale de la billette 1 dans distincte et structurellement entièrement formé bande de Barbarie 4. Les extrémités inférieures des éléments de perforation 9, 11 et 12 peuvent être soit des estampages plats ou courbes profondes – il n'a pas d'importance, parce que la technologie n'a aucune incidence sur la bande barbelée fabrication 4. Tous les éléments de perforation penlight 9, 11 et 12 ont une structure simple dans des plans différents espacés sur la longueur de la filière, ce qui simplifie la structure et augmente son aptitude à la réparation.
Si la préforme initiale 1 était plus large que la largeur totale de la bande de fer barbelé multiples 4, ou largeur de coupe à une certaine taille (Ce timbre peut être fourni avec coupure meurt, qui ne sont pas représentés en raison de leur bien connu), ou fait des parties de bords de bandes de fer barbelé éléments non appariés rares.
La différence essentielle entre la technologie revendiquée de l'art antérieur est le fait que l'opération de orifice, et la coupe des bandes sont séparées dans le temps et dans l'espace en raison de la diversité dans différents plans de orifice élément de matrice. Cette différence permet de changer fondamentalement la technologie de fabrication d'une bande de fer barbelé rares avec une billette solide, en particulier pour éliminer la déformation de la bande de fer barbelé sous le timbre, pour simplifier la production de ce dernier. Aucune des méthodes connues de la production de la bande de fer barbelé ne peut pas avoir des propriétés similaires, puisque toutes les opérations sont effectuées en un seul endroit ou en général, la technologie permet de produire une seule bande de fer barbelé.
Aucun des matrices connues pour la fabrication du bande à barbillons peuvent ne pas ces propriétés, car tous ses éléments sont disposés le long de estampage dans un plan sur toute la largeur de la filière.
La solution technique proposée testé dans la pratique. La méthode et le timbre ne contient pas d'éléments ou étapes, qu'il serait impossible de recréer dans le stade actuel de développement de la science et de la technologie, en particulier la production de la bande de fer barbelé. Ainsi, la technologie est acceptable pour des applications industrielles, présente certains avantages par rapport aux méthodes connues et meurt à cause des changements action proposée meurt sur la pièce. Tout cela confirme la réalisation du résultat technique de l'objet revendiqué. Dans les sources connues d'information ne sont pas révélées des méthodes et des moules similaires pour la production de la bande de fer barbelé avec ces caractéristiques essentielles de la proposition et appuie sorte que peut obtenir une protection juridique.
Les principaux avantages techniques des solutions techniques proposées, en comparaison avec le prototype sont les suivantes:
- L'absence de bande déformation de barbelés sous la filière en raison du fait que la séparation finale en bandes individuelle récolte a lieu sur sa sortie de la filière;
- Pas besoin d'un intermédiaire alignement de l'étape de fer barbelé bande supplémentaire due à l'absence de déformation excessive de celui-ci;
- La continuité de la technologie de fabrication du bande barbelé à l'exclusion de la probabilité qui alimente les trous de la filière de la matrice;
- Simplification de la conception de la matrice du estampage dans la diversité de l'espace.
Les prestations sociales de l'utilisation de la méthode et de la filière de fabrication de la bande de fer barbelé, en comparaison avec le prototype, obtenus en augmentant le nombre et la fiabilité des sites protégés en raison de la bande de fer barbelé moins cher, et donc le fil de fer barbelé concertina, qui est faite sur la base de la bande de fer barbelé. Cela rend les barrières de sécurité disponibles pour une large gamme de consommateurs.
L'effet économique de la mise en œuvre de l'invention, en comparaison avec l'art antérieur, obtenu par la réduction du coût de la bande de fer barbelé et meurt pour leur fabrication.
Après avoir décrit les techniques mentionnées ci-dessus et la filière pour la fabrication de bande barbelé, l'homme de l'art de la connaissance doit être clair que tout ce qui précède est simplement illustratif, et non limitatif, ayant été présentée par cet exemple. De nombreuses modifications et autres modes de réalisation du procédé, en particulier le numéro de bande barbelée, l'utilisation de barres de bordure et similaires, peuvent varier dans des proportions différentes. Aussi timbre peut varier structurellement, en particulier le nombre de coups de poing, de leur conception, la distance entre eux, l'utilisation des bords de la préforme ou de coupe. Tous ces changements, bien entendu, dans le cadre de l'une des approches physiques ordinaires et des connaissances dans l'art et sont considérés comme tels, qui sont dans la portée de cette solution technique.
La quintessence des solutions techniques proposées sont ce que transformer une opération vaste pièce continue en bande barbelée séparée se produire dans les stades à des moments différents en raison des modifications proposées dans la conception du timbre, et il est de ce fait vous permet d'acheter la technologie proposée et d'autres avantages énumérés. Le changement et l'utilisation de certaines phases de la technologie de fabrication de fer barbelé bande, ou des composants individuels du timbre, bien sûr, limitent la gamme des avantages ci-dessus, et ne peuvent donc pas être considérées comme de nouvelles solutions techniques dans le domaine de la connaissance. Comme autre procédé similaire à celui décrit et le cachet ne sera plus exiger de toute la créativité de designers et d'ingénieurs, et ne peuvent donc pas être considérés comme les résultats de leur activité créative et nouvelle propriété intellectuelle pour être protégés par des documents de sécurité.