Un procédé de fabrication d'un tissu à mailles "Piranha" de la bande de fer barbelé – le brevet de l'Ukraine № 89535

Le brevet de l'Ukraine: № 89535
Auteur: Yuriy Tkachenko
Section de IPC: B21F 25/00 – Fil de fer barbelé, treillis métallique, tissus métalliques
Publié: 25. 04,2014, Bulletin № 8
Un procédé de fabrication d'un tissu à mailles de la bande de fer barbelé dans laquelle une bande de fer barbelé continu est placé sur le stand, est la connexion entre un portions adjacentes parallèles décalés mécaniquement au moyen d'agrafes métalliques. Bande de fer barbelé est enroulé sur le tambour presque pas d'espace entre les tours et détours adjacentes parallèles interconnectés échelonnées le long de la baie, à chaque fois tourner la roue dans une position idéale pour les supports d'installation fonctionne ou des pinces automatiques et après supports d'installation baie coupées en redresser longitudinalement et étirer en une feuille plate ou directement sur place lors de la construction de la structure de la clôture.
L'invention concerne le domaine de la construction, à savoir la fabrication d'obstacles artificiels, qui peut être utilisé dans l'économie nationale dans la construction de barrières mécaniques pour des installations de protection de périmètre contre l'accès non autorisé à leur territoire de personnes, de l'équipement et des animaux.
Un procédé de fabrication d'une bande de maille de bande de fer barbelé, qui est en pré-production de bande de fer barbelé et rembobiner dans la baie, situé un certain nombre de baies à la batterie (le nombre de baies de la bande de fer barbelé déterminée par la taille (hauteur) de la bande avenir) se nourrissent de bande de fer barbelé parallèlement mis un timbre qui rend les virages locales dans la bande à une certaine distance les uns des autres et détermine les toiles étape dans laquelle la croix est placé un ensemble de bandes de barbelés-coupe (également déroulé des bobines), des bandes de serrage transversales de la seconde série dans les virages locales bandes de la première série et une paire de ciseaux couper le tissu fini [voir Brevet de Russie № 2111921 de la classe B21F27/12, publié en 27.05.1998, Bulletin № 19].
Le principal inconvénient du procédé connu est un équipement encombrant pour fabriquer des feuilles et d'une connexion fiable de deux jeux de bandes à l'autre à l'intersection – la bande simplement serrée une entre la seconde, ce qui leur permet de se séparer avec peu d'effort, par exemple en tirant sur la ceinture transversalement par rapport à la sortie des virages des bandes longitudinales.
Cet inconvénient est éliminé dans le procédé connu de fabrication d'une bande de maille de bande barbelée-coupe, qui est en pré-production de bande de fer barbelé renforcé droite, coupant de ce droit Longueur billette coupée, le calcul de la première série d'ébauches parallèles, lui imposant un angle d'un second ensemble de découpes parallèles et soudés à l'intersection de divers ensembles de soudage par points blancs [voir Patent de France № 2758485 de la classe B21F25 / 00, publié en 24.07.1998, Bulletin № 30].
Le principal inconvénient de cette solution est l'intensité de travail élevée et l'intensité de l'énergie de la toile de processus de fabrication, en raison de l'utilisation de l'équipement de soudage, ainsi que la nécessité d'une préfabrication de deux ensembles de segments de ligne de bandes, suivie de l'exposition à la barre avec une certaine étape toiles semi-finis et des bandes de soudage ensemble au niveau des intersections.
Cet inconvénient est éliminé dans le procédé connu de fabrication du tissu à mailles de la bande de coupe de fer barbelé qui est pré-fabriqué segments dimensions rectilignes renforcés bande de coupe de fer barbelé Laid mettre bandes parallèles et réunissant préformes adjacentes décalés mécaniquement avec des agrafes [voir le brevet de l'Ukraine № 80487 des classes E04N 17/04, B21F27/00, publié en 27/05/2013 Bulletin № 10].
Le principal inconvénient de cette solutions techniques connues est également la faible productivité des processus en raison de la nécessité d'une série de pré-fabriqué de segments rectilignes renforcé coupe de bande de fer barbelé et de calcul sur le stand avec une certaine étape.
Le plus similaire dans la nature et l'effet est atteint, et pris comme un prototype, est un procédé de fabrication d'une bande de maille de bande barbelé coupant dans lequel une bande de fer barbelé de coupe renforcé continu est mis en zigzag sur le stand, qui est un cadre avec des épingles que la bande entoure un changement direction en zigzag, et relié à l'autre dans des parties parallèles adjacentes décalées mécaniquement au moyen d'agrafes métalliques, après quoi la bande finie est enroulée en un rouleau pour faciliter le transport [voir Brevet de Russie 64541 B21F27 / 12 E04N17 / 04 de la classe publié en 10.07.2007, Bulletin № 19].
Le principal inconvénient de cette solution technique importante est la faible efficacité de la méthode, en raison de la nécessité d'effectuer une pré-calcul zigzag bande de fer barbelé sur le banc. Ce processus est fait à la main parce que la conception de l'appareil est économiquement justifiée, puisque le stand a une structure plane.
Un autre inconvénient important de ce procédé est qu'il peut être utilisé pour fabriquer une toile de taille uniquement, qui est déterminée par la taille de la cage. Autrement dit, le procédé connu est pas universel.
Le troisième inconvénient majeur de cette méthode est qu'elle peut être utilisée pour fabriquer des tissus seulement petite taille, qui est déterminée par la possibilité de travailler pour atteindre le centre de la toile lorsque vous les installez supports.
La base du modèle d'utilité pour simplifier la tâche de la technologie de fabrication de tissu de maille bande barbelé coupant tout en augmentant ses capacités fonctionnelles et techniques à travers la capacité de produire des bandes de longueur quelconque en changeant le placement du principe de bande continu de bande de fer barbelé.
Le problème est résolu par un procédé pour produire des bandes réticulées à partir d'un bande de fer barbelé à barbillons dans laquelle un barbelé renforcée continu et avance de coupe est introduit dans la cabine, il est interconnecté parties parallèles adjacentes décalées mécaniquement au moyen d'agrafes métalliques, en fonction du modèle d'utilité bande de fer barbelé est enroulé sur le tambour presque pas d'espace entre les tours et détours adjacentes parallèles interconnectés échelonnées le long de la baie, à chaque fois tourner la roue dans une position commode pour l'installation parenthèses travaillent ou des pinces automatiques, et après les supports d'installation, la baie couper longitudinalement redressé et étiré à une bande plate ou directement sur le site d'installation lors de la construction de la bande de fer barbelé.
En raison du fait qu'une bande de coupe de fer barbelé plaie continue sur un tambour en même temps que le processus de sa fabrication disparaître complètement le fonctionnement de sa préparation précédente (segments de la production, le calcul à la barre par un ou deux ensembles), et, par conséquent, la méthode simplifie grandement le processus de fabrication du web, et cette façon fournit une performance maximale. En raison de bande continue enroulement sur le tambour peut être faite de toute longueur de la lame de taille. Ainsi, le stand du tambour fait une méthode polyvalente, car il n'a pas de restrictions sur la longueur de la bande résultante. En raison du fait que lors d'une connexion tourne le tambour tourne et serre exactement roue retourne au travail, ce dernier confortablement sans bouger d'un endroit à un autre, effectuer la connexion tourne crochets et fournit donc des performances et une sécurité maximale.
Ainsi, toutes les caractéristiques essentielles de la solution technique proposée, obtenus grâce à l'introduction d'améliorations technologiques, la méthode pour produire une bande de bande barbelé coupant atteint un certain résultat technique formulée dans l'énoncé du problème.

En outre essence de la solution technique proposée est expliquée en liaison avec des images d'illustration dans lesquels:
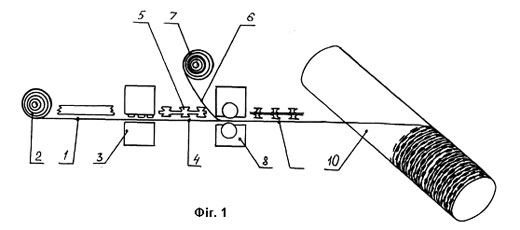
- La Figure 1 – stand pour la fabrication d'une bande de maille de coupe de bande de fer barbelé, vue de côté;
- La Figure 2 – Vue de la bande de fer barbelé de coupe tissu à mailles obtenu par la méthode proposée.
La méthode proposée de fabrication d'une bande de bande de fer barbelé est comme suit. La bande de métal solide 1 de la baie 2 est introduit dans la matrice 3, où il est formé à partir de la bande de fer barbelé 4 avec des éléments frappants 5. Le fil métallique 6 est fourni avec 7 baies avec du bande barbelé 4 est introduit dans le dispositif 8 (tels que presse à rouleaux), où la bande de fer barbelé 4 renforcé avec un fil métallique 6. Le découpage de fer barbelé ainsi obtenu bande 9 est enroulé sur le tambour rotatif 10. Lorsque le tambour d'enroulement 10 à la longueur désirée de la bande de fer barbelé coupant 9, l'équipement de traitement est arrêté et un travail (ou un dispositif correspondant, par exemple un manipulateur) avec une pince (ou d'autres instruments) sont connectés en spires adjacentes parallèles de fer barbelé de couper le bande 9 11 agrafes l'autre en quinconce le long de la baie, à chaque fois tourner le tambour 9 dans une position commode pour des supports d'installation 11 travailleurs ou les tiques automatiques. Une fois que les supports d'installation 11 baie découpée dans la direction longitudinale et à redresser l'avion. Puis étirer les bobines pour former une bande 12. Cela peut être fait directement sur le site ou sur installation de tissu 12 dans la construction de la barrière.
La solution technique proposée testé dans la pratique. La méthode proposée de fabrication de la bande de fer barbelé tissu mesh ne contient pas toute partie de l'équipement de fonctionnement ou le procédé de fabrication qui ne peut être reproduite au stade actuel de développement de la science et de la technologie, en particulier dans les domaines de l'enclos de fabrication, et est donc adapté aux applications industrielles il a d'autres avantages techniques par rapport analogues connus, confirmant la possibilité d'atteindre le résultat technique de l'objet revendiqué. Dans les sources connues de brevet et d'autres informations scientifiques et techniques ne trouve pas ces méthodes de toiles de barbelés ou de la bande de fabrication, a déclaré l'ensemble des caractéristiques essentielles de la proposition, de sorte que la solution technique proposée répond au critère de "nouveauté".
Différence essentielle de la méthode proposée de fabrication du tissu à mailles coupe de bande de fer barbelé est que l'ébauche est formée en continu et n'a pas les étapes intermédiaires de traitement. Ces différences, combinées, fournissent une production continue de tissu, une performance maximale, le confort et la sécurité des travailleurs et la possibilité de recevoir le tissu de toute taille en longueur. Aucune des méthodes connues de fabrication de bandes de barbelés ou de la bande ne possède pas toutes ces propriétés simultanément car non prévu dans la structure revendiquée dans la totalité des caractéristiques essentielles de ce. Les avantages techniques de la solution technique proposée, par rapport à l'art antérieur, sont les suivants:
- Augmentation de la productivité du procédé en raison de l'absence d'opérations intermédiaires pour la fabrication des composants individuels du tissu avenir, et également en raison du fait que la pièce à usiner est utilisé comme bande de fer barbelé continu enroulé sur une bobine;
- Simplifier la technologie et de réduire la complexité des lames de fabrication pour la même raison;
- Polyvalence en raison du fait que, grâce à l'utilisation du stand comme un tambour rotatif, le web peuvent être faits toute la longueur;
- La sécurité et la facilité de la production par des supports en rotation tissu dans une zone de travail par le tambour;
- La capacité à automatiser entièrement le processus de fabrication du web grâce à l'utilisation de pinces pour la mise en clips d'une position technologique.
L'effet économique de l'introduction de la solution technique proposée, par comparaison avec le prototype, obtenue en réduisant le coût de bandes avec le découpage de fer barbelé bande fabrication liée à la diminution traitement des opérations intermédiaires.
Efekt sociale et consommateurs de l'introduction de la solution technique proposée, par rapport au prototype, obtenue par amélioration de la sécurité et de réduire la complexité de fabrication d'une nappe de bandes de fer barbelé.
Après la description de la méthode de fabrication du tissu à mailles de découpe de bande barbelé homme de l'art de la connaissance, il devrait être évident que tout ce qui précède est simplement illustratif, et non limitatif, ayant été présentée par cet exemple.
De nombreux modes de réalisation possibles de cette méthode, y compris le montant et la fréquence des agrafes dimensions tambour bande de conception dépendent des caractéristiques technologiques du type de fabrication et la taille du produit fini et, bien sûr, sont situés dans l'une des approches conventionnelles et naturelles dans la connaissance de l'art et sont considérés comme étant dans la portée des solutions techniques proposées.
La quintessence de la solution technique proposée est que la pièce sous la forme d'un fer barbelé bande de coupe plaie continue sur un tambour, et monté sur un support qui forme le web, et ces circonstances, dans l'ensemble, la méthode proposée permet d'acquérir les avantages ci-dessus et d'autres. L'utilisation d'opérations technologiques distincts, les composants structuraux ou des pièces d'équipement de l'ensemble revendiqué naturellement limite la gamme des avantages énumérés ci-dessus, et ne peut être considéré comme de nouvelles solutions techniques dans le domaine de la connaissance, parce que d'autres méthodes telles que celles décrites ne nécessitera plus de créativité à partir concepteurs et les ingénieurs, et ils ne peuvent pas être considérés comme les résultats de leur activité créatrice et la nouvelle législation de la propriété intellectuelle relatifs à la protection des titres de propriété.
Formule modele d'utilite
Procédé de fabrication d'une bande de treillis de bande de fer barbelé dans laquelle un barbelé renforcé continu couper le bande est placé sur le support, qui est de relier entre les parties parallèles adjacents décalés mécaniquement au moyen d'agrafes métalliques, qui est caractérisé en ce que la bande de fer barbelé enroulée sur une bobine presque pas d'espace entre les spires et les spires adjacentes parallèles reliés entre eux de manière échelonnée le long de la baie, chaque fois tourner le tambour dans une position commode pour supports de montage de marche ou de pinces automatiques et après supports d'installation baie coupés dans la direction longitudinale, redresser et étirer dans la feuille plane directement ou sur le site lors de la construction de la structure de la clôture.