Herstellungsverfahren der Netzbahn «Piranya» aus dem Stachel- und Schneidband – Patent der Ukraine Nr. 89535

Patent der Ukraine: Nr. 89535
Автор: Yuriy Tkachenko
Kapitel in der Internationalen Patenklassifikation: B21F 25/00 – Stacheldraht, Netze, Absperrungen, Bahnen aus dem Draht
Veröffentlicht am: 25.04.2014, Blatt Nr. 8
Das Herstellungsverfahren der Netzbahn aus dem Stachel- und Schneidband, bei dem das ungebrochenes armiertes Stachel- und Schneidband auf den Stand gelegt wird, besteht in der Verbindung untereinander der anliegenden parallelen Stellen schachbrettförmig auf die mechanische Weise mit der Hilfe von den Metallklammern. Das Stachel- und Schneidband trommelt man fast ohne Fugen zwischen den Windungen auf und die parallelen Nachbarwindungen verbindet man untereinander schachbrettförmig die Bucht entlang, indem man die Trommel jedes Mal in die Lage durchdreht, die für die Anordnung der Klammern von dem Arbeiter oder mit den automatischen Zangen bequem ist und nach der Beendung der Anordnung der Klammern schneidet man die Bucht in Längsrichtung durch, zieht sie glatt und spannt sie in die flache Bahn sofort auf oder schon an der Montagestelle bei der Errichtung der Absperrung.
Die Erfindung gehört zu dem Baubereich, und zwar zu dem Bereich der Herstellung der Ingenieurabsperrungen, die in der Volkswirtschaft bei der Errichtung der mechanischen Absperrungen zum Schutz der Perimeter der Objekte vor dem unbefugten Zugang auf deren Territorium der natürlichen Personen, der Technik und der Tiere eingesetzt werden können.
Bekannt ist das Herstellungsverfahren der Netzbahn aus dem Stachel- und Schneidband, das in der vorläufigen Herstellung des Stachel- und Schneidbands und dessen Abwicklung in die Buchten, der Anordnung einer gewissen Menge der Buchten auf die Trommeln (die Anzahl der Buchten des Stachel- und Schneidbands bestimmt sich durch die Größe (die Höhe) der zukünftigen Bahn), der Zufuhr der Stachel- und Schneidbänder im parallelen Set unter die Stanze, die die lokalen Biegungen in den Bändern im gewissen Abstand voneinander ausführt und den Schritt der Bahn bestimmt, dabei wird der quere Set aus den Stachel- und Schneidbändern eingelegt (auch aus den Buchtenabgerollt), der Klemmung der queren Bänder zweiten Sets in den lokalen Biegungen der Bänder des ersten Sets, wonach mit der Schere die fertige Bahn abgeschnitten ist, besteht [s. Patent Russlands Nr. 2111921 aus der Klasse B21F27/12, veröffentlicht am 27.05.1998 in dem Blatt Nr. 19].
Als Hauptnachteil des bekannten Verfahrens gilt die Sperrigkeit der Anlagen für die Herstellung der Bahn und die Unsicherheit der Verbindung von den zwei Sets der Bänder untereinander an den Durchkreuzungsstellen – die Bänder werden ein unter dem anderen geklemmt, was ermöglicht, sie ohne besondere Mühen zu trennen, zum Beispiel, mittels der Zurückziehung des queren Bandes in Richtung dessen Ausganges aus den Biegungen der längsliegenden Bänder.
Dieser Nachteil wurde in dem bekannten Herstellungsverfahren der Netzbahn aus dem Stachel- und Schneidband beseitigt und zwar besteht diese Beseitigung in der vorherigen Herstellung des geradlinigen armierten Stachel- und Schneidbandes, dem Abschneiden davon der geradlinigen Werkstücke der Fixlänge, der Auslegung des ersten Sets der parallelen Werkstücke, der Auflegung darauf unter einem gewissen Winkel des zweiten Sets der parallelen Werkstücke und dem Verschweißen an den Stellen der Durchkreuzungen der Werkstücke aus den unterschiedlichen Sets mit dem Punktkontaktschweißverfahren [s. Patent Frankreichs Nr. 2758485 aus der Klasse B21F25/00, veröffentlicht am 24.07.1998 in dem Blatt Nr. 30].
Als Hauptmangel dieser technischen Lösung gelten die hohe Arbeitsaufwendigkeit und die Energieaufwendigkeit des Prozesses der Bahnerstellung wegen der angewandten Schweißanlagen, sowie der Notwendigkeit der vorläufigen Herstellung von den zwei Sets der geradlinigen Abschnitte der Bänder mit der nachfolgenden Auflegung auf den Stand mit dem gewissen Schritt des Halbprodukts der Bahn und dem Verschweißen der Bänder untereinander an den Durchkreuzungsstellen.
Dieser Mangel wurde in dem bekannten Herstellungsverfahren der Netzbahn aus dem Stachel- und Schneidband beseitigt und zwar besteht es in der vorherigen Herstellung der geradlinigen gemessenen Abschnitte des armierten Stachel- und Schneidbandes, der Auslegung des Sets der parallelen Werkstücke und der Verbindung untereinander der anliegenden Werkstücke schachbrettförmig auf die mechanische Weise mit den Klammern [s. Patent der Ukraine Nr. 80487 aus den Klassen Е04Н 17/04, B21F27/00, veröffentlicht am 27.05.2013 in dem Blatt Nr. 10].
Als Hauptmangel dieser bekannten technischen Lösung gilt auch die niedrige Produktivität des Verfahrens infolge der Notwendigkeit der vorherigen Herstellung des Sets der geradlinigen Abschnitte der armierten Stachel- und Schneidbänder und deren Auslegung auf dem Stand mit einem gewissen Schritt.
Als höchstnahes im Kern und dem erreichten Effekt und darum für Prototyp gehalten, gilt das Herstellungsverfahren der Netzbahn aus dem Stachel- und Schneidband, bei dem das ungebrochene armierte Stachel- und Schneidband zickzackförmig auf den Stand in Form eines Rahmens mit den Bolzen aufgelegt wird; das Band kreist diese Bolzen bei der Änderung der Zickzackrichtung um und verbindet sich untereinander an den anliegenden parallelen Stellen schachbrettförmig auf die mechanische Weise mit Hilfe von den Metallklammern, wonach die fertige Bahn für die bequeme Transportierung aufgerollt wird [s. Patent Russlands Nr. 64541 aus der Klasse B21F27 / 12 Е04Н17 / 04, veröffentlicht am 10.07.2007 in dem Blatt Nr. 19].
Als relevanter Hauptmangel der bekannten technischen Lösung gilt die niedrige Produktivität des Verfahrens, verursacht durch die Notwendigkeit der vorläufigen Auslegung des Stachel- und Schneidbands zickzackförmig auf dem Stand. Dieser Prozess erfolgt per Hand, weil die Projektierung des Geräts wirtschaftlich unbegründet ist, da der Stand eine Flächenkonstruktion hat.
Als weiterer relevanter Mangel des bekannten Verfahrens gilt, dass man damit die Bahn von nur einer Größe herstellen kann und diese Größe bestimmt sich mit den Größen des Standes. Das heißt, dass das bekannte Verfahren nicht universell ist.
Als dritter relevanter Mangel des bekannten Verfahrens gilt, dass man damit nur die Bahn einer kleinen Größe herstellen kann und diese Größe bestimmt sich mit der Fähigkeit des Arbeiters die Mitte der Bahn bei der Anordnung der Klammern zu erreichen.
Zu Grunde des Gebrauchsmusters liegt die Aufgabe der Vereinfachung der Technologie der Herstellung der Netzbahn aus dem Stachel- und Schneidband mit der gleichzeitigen Erhöhung deren funktionelltechnischen Möglichkeiten aufgrund der Möglichkeit der Gewinnung der Bahn jeder Länge mittels der Änderung des Prinzips der Auflegung des ungebrochenen Stachel- und Schneidbands.
Das Herstellungsverfahren der Netzbahn aus dem Stachel- und Schneidband sieht die Zufuhr des ungebrochenen armierten Stachel- und Schneidbands auf den Stand vor, wo dann die anliegenden parallelen Stellen schachbrettförmig auf die mechanische Weise mit Hilfe von den Metallklammern verbunden werden; die gestellte Aufgabe wird folgendermaßen gelöst: laut dem Gebrauchsmuster wickelt man das Stachel- und Schneidband auf die Trommel fast ohne Fugen zwischen den Windungen auf und die parallelen Nachbarwindungen verbinden sich untereinander schachbrettförmig die Bucht entlang, indem man die Trommel jedes Mal in die Lage durchdreht, die für die Anordnung der Klammern von dem Arbeiter oder mit der automatischen Zange bequem ist; nach der Beendung der Anordnung der Klammern schneidet man die Bucht in der Längsrichtung durch, zieht sie glatt und spannt sie in die flache Bahn sofort oder an der Montagestelle bei der Errichtung der Absperrung auf.
Dadurch dass das ungebrochene Stachel- und Schneidband auf die Trommel gleichzeitig mit dem Prozess dessen Herstellung aufgewickelt wird, sind die Operationen dessen vorläufigen Vorbereitung absolut unnötig (Herstellung der Abschnitte, Auslegung auf den Stand mit einem oder zwei Sets) und dementsprechend vereinfacht das angebotene Verfahren den Prozess der Bahnherstellung und gewährleistet somit die maximale Produktivität. Dank der Aufwicklung des ungebrochenen Bands auf die Trommel kann man die Bahn jeder Längengrößen herstellen. Auf solche Weise macht der Stand in Form der Trommel dieses Verfahren universell, weil es keine Einschränkungen in der Länge der gewonnenen Bahn bestehen. Dadurch dass die Trommel sich während der Verbindung der Windungen mit den Klammern durchdreht und so die Bucht zu dem Arbeiter zurückkommt, ist es dem Arbeiter bequem, ohne die Stelle zu ändern, die Windungen mit den Klammern zu verbinden und somit werden die Höchstproduktivität und die Arbeitssicherheit erreicht.
So, die Ganzheit der relevanten Merkmale der angebotenen technischen Lösung, die dank der Eintragung der technologischen Verbesserungen in das Verfahren der Herstellung der Bahn aus dem Stachel- und Schneidband gewonnen wurden, sichert die Erzielung eines gewissen technischen Resultats, das in der Aufgabestellung formuliert ist.

Der weitere Kern der angebotenen technischen Lösung erklärt sich gemeinsam mit dem illustrativen Material, wo Folgendes dargestellt ist:
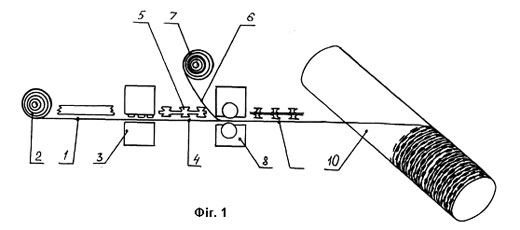
- Fig. 1 – Stand für die Herstellung der Netzbahn aus dem Stachel- und Schneidband, Seitenansicht;
- Fig. 2 – Ansicht der Netzbahn aus dem Stachel- und Schneidband, die mit dem angebotenen Verfahren gewonnen wurde.
Das angebotene Herstellungsverfahren der Bahn aus dem Stachel- und Schneidband liegt im Folgenden: das ungebrochene Metallband 1 aus der Bucht 2 wird in die Stanze 3 zugeführt, dort formiert sich daraus das Stachelband 4 mit den Befallelementen 5. Der Metalldraht 6 wird von der Bucht 7 zusammen mit dem Stachelband 4 in die Anlage 8 zugeführt (zum Beispiel, die Walzenpresse), wo das Stachelband 4 mit dem Metalldraht 6 armiert wird. Das auf solche Weise gewonnene Stachel- und Schneidband 9 wird auf die Drehtrommel 10 aufgewickelt. Nach der Aufwicklung auf die Trommel 10 der erforderlichen Länge des Stachel- und Schneidbands 9 setzt man die technologische Ausrüstung außer Betrieb und der Arbeiter (oder eine entsprechende Anlage, zum Beispiel, der Manipulator) verbindet mit der Zange (oder einem anderen Instrument) die parallelen Nachbarwindungen des Stachel- und Schneidbands 9 mit den Klammern 11 schachbrettförmig untereinander die Bucht entlang, jedes Mal die Trommel 9 in die Lage durchdrehend, die für die Anordnung der Klammern 11 von dem Arbeiter oder mit der automatischen Zange bequem ist. Nach der Beendung der Anordnung der Klammern 11 schneidet man die Bucht in der Längsrichtung durch und man zieht sie glatt. Weiter spannt man die Windungen für die Erhaltung der Bahn 12 auf. Das kann man sofort oder an der Montagestelle der Bahn 12 bei der Errichtung der Absperrung machen.
Die angebotene technische Lösung wurde praktisch geprüft. Das angebotene Verfahren der Herstellung der Netzbahn aus dem Stachel- und Schneidband enthält keine einzige technologische Operation oder technologische Anlage, die in der modernen Etappe der Entwicklung der Wissenschaft und der Technik nicht wiederzugeben wären, insbesondere, im Bereich der Herstellung der Absperrungen, und somit gilt es für die industrielle Einsetzung als geeignet, hat die technischen und die sonstigen Vorteile vor den bekannten Analogen, was die Möglichkeit der Erreichung des technischen Resultats von dem Objekt bestätigt. In den bekannten Quellen der Patent- und der sonstigen wissenschaftlich-technischen Information wurden keine ähnlichen Herstellungsverfahren der Bahnen aus dem Stacheldraht oder dem Stachelband mit der angegebenen Ganzheit der relevanten Merkmale nachgewiesen, deshalb entspricht die angebotene technische Lösung dem Kriterium „Neuigkeit“.
Der wesentliche Unterschied des angebotenen Herstellungsverfahrens der Netzbahn aus dem Stachel- und Schneidband besteht darin, dass das Werkstück ununterbrochen formiert wird und keine technologischen Zwischenoperationen braucht. Die genannten Unterschiede gewährleisten in deren Ganzheit die ununterbrochene Gewinnung der Bahn, die maximale Produktivität, die Bequemlichkeit, die Sicherheit für die Arbeiter und die Möglichkeit der Gewinnung der Bahnen jeder Längen. Kein der bekannten Verfahren der Herstellung der Bahnen aus dem Stacheldraht oder dem Stachelband haben gleichzeitig alle aufgezählten Eigenschaften, weil es in dessen Bestand die Gesamtheit der angekündigten relevanten Merkmale nicht vorsieht. Zu den technischen Vorteilen der angebotenen technischen Lösung kann man, verglichen mit dem Prototyp, Folgendes zuordnen
- Erhöhung der Produktivität des Verfahrens aufgrund des Fehlens der Zwischenoperationen in der Herstellung der einzelnen Details der zukünftigen Bahn, sowie aufgrund dessen, dass als Werkstück das ungebrochene Stachel- und Schneidband, das auf die Trommel aufgewickelt wird, verwendet wird;
- Vereinfachung der Technologie und die Reduzierung der Arbeitsaufwendung bei der Herstellung der Bahn;
- Vielseitigkeit aufgrund dessen, dass dank der Einsetzung der Drehtrommel als Stand die Herstellung der Bahn jeder Länge möglich ist;
- Sicherheit und Bequemlichkeit der Anordnung der Klammern dank der Möglichkeit der Stellung der Bahn in den Arbeitsbereich mit Hilfe von der Trommel;
- Möglichkeit der vollständigen Automatisierung des Herstellungsprozesses der Bahn dank der Einsetzung der Zange für die Anordnung der Klammern von einer technologischen Position.
Den wirtschaftlichen Effekt von der Einführung der angebotenen technischen Lösung erzielt man verglichen mit dem Prototyp aufgrund der Senkung des Wertes für die Herstellung der Bahn aus dem Stachel- und Schneidband infolge der Reduzierung der technologischen Zwischenoperationen.
Den sozial-konsumtiven Effekt von der Einführung der angebotenen technischen Lösung erzielt man verglichen mit dem Prototyp aufgrund der Erhöhung der Sicherheit und der Reduzierung der Arbeitsaufwendigkeit bei der Herstellung der Bahn aus dem Stachel- und Schneidband.
Nach der Beschreibung des angebotenen Verfahrens der Herstellung der Netzbahn aus dem Stachel- und Schneidband soll es den Spezialisten in diesem Kenntnisbereich offensichtlich sein, dass das oben Bezeichnete als illustratives und kein einschränkendes Muster gilt.
Die zahlreichen möglichen Varianten der Verwendung des genannten Verfahrens, darunter die Anzahl und die Häufigkeit der Klammern, die Größe der Trommel, die Konstruktion des Bandes hängen von den technologischen Besonderheiten der Produktion, dem Typ und den Größen der fertigen Produktion ab und liegen selbstverständlich innerhalb der herkömmlichen Herangehensweise, die für diesen Kenntnisbereich üblich ist, sowie richten sich nach dem Umfang der angebotenen technischen Lösung.
Als Zusammenfassung der angebotenen technischen Lösung gilt, dass das Werkstück in Form des ungebrochenen Stachel- und Schneidbands auf die Trommelaufgewickelt wird und diese Trommel zusammen mit den Klammern formiert die Bahn; gerade diese Umstände verleihen dem angebotenen Verfahren die aufgezählten und die sonstigen Vorteile. Die Verwendung der einzelnen technologischen Operationen, der konstruktiven Elemente oder der Anlagenknoten aus der Ganzheit der angekündigten beschränkt natürlich das Spektrum der Vorteile, die oben aufgezählt sind und kann als neue technische Lösung in diesem Kenntnisbereich nicht betrachtet werden, weil die anderen Verfahren, die dem beschriebenen ähnlich sind, werden kein schöpferisches Herangehen von den Konstrukteuren und den Ingenieuren brauchen und werden als Resultate deren schöpferischen Tätigkeit oder neue Objekte des geistigen Eigentums, was laut der Gesetzgebung die Schutzdokumente erfordert, nicht gelten können.
Formel des Gebrauchsmusters
Das Verfahren der Herstellung der Netzbahn aus dem Stachel- und Schneidbahn, bei dem das ungebrochene armierte Stachel- und Schneidband auf den Stand aufgelegt wird und die anliegenden parallelen Stellen schachbrettförmig auf mechanische Weise mit Hilfe von den Metallklammern verbunden werden unterscheidet sich jetzt dadurch, dass das Stachel- und Schneidband auf die Trommel fast ohne Fugen zwischen den Windungen aufgewickelt wird und die parallelen Nachbarwindungen untereinander schachbrettförmig die Bucht entlang verbunden werden, indem man die Trommel jedes Mal in die Lage stellt, die für die Anordnung der Klammern von dem Arbeiter oder mit der automatischen Zange bequem ist, und nach der Beendung der Anordnung der Klammern schneidet man die Bucht in der Längsrichtung durch, zieht sie glatt und spannt sie in die flache Bahn sofort oder an der Montagestelle bei der Errichtung der Absperrung auf.